


聯系我們

無縫鋼管-無縫厚壁管真材實料誠信經營
更新時間:2025-05-29 23:09:43 ip歸屬地:開封,天氣:多云,溫度:20-33 瀏覽次數:3 公司名稱:聊城 天祥鋼管(開封市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 103 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
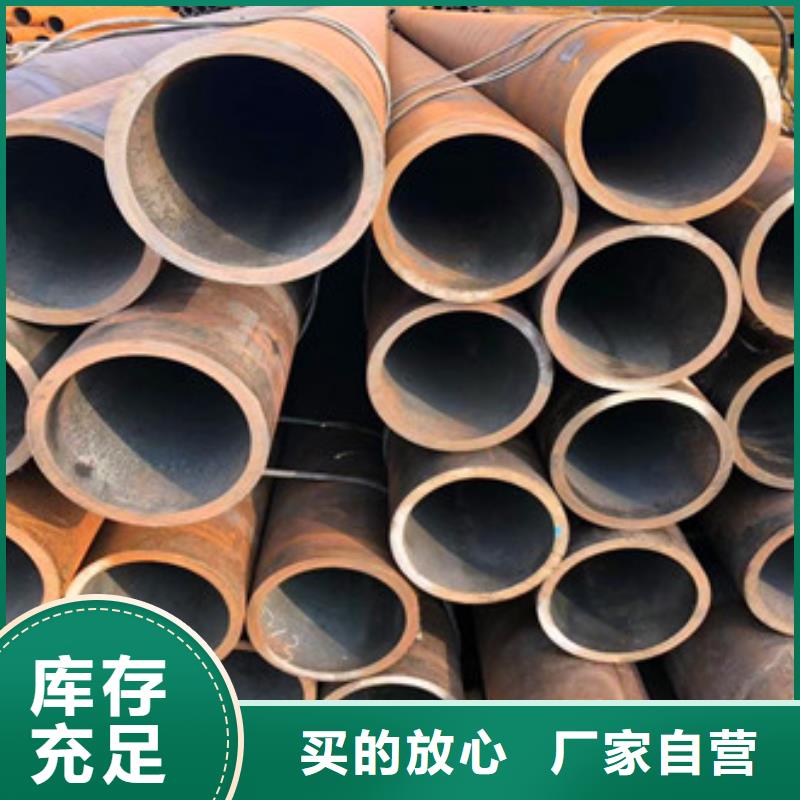




焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加 30~ ,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。



非金屬夾雜是金屬基體內的條狀氧化物、硫化物、以及脆性和塑性硅酸鹽,是鋼質不純凈含夾雜較多的緣故。當鋼錠偏析嚴重時,偏析部分的非金屬夾雜也更嚴重。
非金屬夾雜影響鋼的焊接性能,使可焊性降低。當鋼帶邊緣部分存在非金屬夾雜時,焊縫部位會出現裂縫和裂紋,壓扁后在裂口處可見淺黃色夾雜物。
提高鋼的純凈度,盡量減少夾雜,就能提高其焊接性能
孔型是由一對(或更多)軋輥車出的槽組成。鋼帶(軋件)通過孔型變形為一定的形狀,通過一系列連續的孔型變形,成型為管筒狀。對于這一個系列的孔型形狀和尺寸的選擇、計算和確定,并終繪制成軋輥圖的整個過程叫做孔型設計。對焊管軋輥孔型設計的基本要求是:
(1) 以少的道次(即短的變形區長度)完成整個成型變形過程;
(2) 成型時產生的邊緣延伸盡可能小,不致產生鼓包和褶皺;
(3) 邊緣得到充分的變形,管筒對縫處沒有尖嘴形;
(4) 鋼帶在孔型中成型穩定;
(5) 變形均勻,軋輥磨損小且均勻;
(6) 能量消耗小;
(7) 能保證焊管尺寸規格和表面質量符合標準要求;
(8) 軋輥加工方便,制造容易,孔型設計能與加加工相結合;
(9) 孔型設計具有規范化和標準化特點,能適合同種類型機組的同種規格產品;
(10) 能利用電子計算機進行輔助設計(CAD)。



天祥鋼管(開封市分公司)秉承“視售后服務為產品質量的延伸,視產品質量為企業生命”的宗旨,在網絡化的售后服務管理體系的保障下,為用戶提供z u i優質的 Q345b厚壁無縫產品和服務。我公司一如既往在“和諧、誠信、專業、增值”價值觀引領下成為 Q345b厚壁無縫優質的供應商。我們熱忱期盼與各位業內人士攜手并進、共創未來!



| 生產方法 | 基 本 工 序 | ||
| 穿 孔 | 軋管 | ||
| 熱 軋 法 | 在自動軋管機組上 軋制 | 圓管坯在二輥式穿孔機 上穿孔 | 在帶回送輥的二輥式軋 管機上帶短頂頭軋制 |
| 在周期軋管機組上 軋制 | 圓鋼錠或管坯在二輥式 穿孔機上穿孔; 方形或多角形鋼錠在水 壓機上穿孔 | 在帶變斷面孔型的周期 軋管機上帶長芯棒軋制 | |
| 在連續式軋管機組 上軋制 | 圓管坯在三輥或二輥式 穿孔機上穿孔; 連鑄方坯或方鋼錠在二 輥式壓力穿孔機上穿孔 | 在7~9架連軋管機上長 芯棒軋制; 附帶張力減徑機 | |
| 在三輥軋管機組上 軋制 | 圓管坯在二輥式穿孔機 上穿孔; 連鑄坯在三輥式穿孔機 上穿孔 | 在三輥式斜軋機上帶長 芯棒軋制 | |
| 在延伸軋管機組上 軋制 | 在二輥式穿孔機上穿孔 | 在帶圓盤形拉力導輥的 二輥斜軋機上帶長芯棒 軋制 | |
| 在行星式軋管機組 上軋制 | 采用鑄造空心管坯 | 在行星式軋管機上軋制 | |
| 生產方法 | 基 本 工 序 | ||
| 穿 孔 | 軋管 | ||
| 頂管法 | 在水壓機上沖成杯形毛 管 | 在頂管機上頂制 | |
| 擠壓法 | 管坯加熱后在擠壓機上 擠壓成型 | 可繼續軋制或拔制 | |
| 冷軋法 | 用熱軋管料在冷軋管機 上軋制 | ||
| 冷拔法 | 用熱軋或冷軋管料在冷 拔機上拔制 | ||
| 爐 焊 | 鏈式爐焊 | 加熱的管坯通過焊管模 成型 | 成型同時焊接 |
| 連續爐焊 | 加熱的管坯在輥式成型 焊接機上彎曲成型 | 成型同時焊接 | |
| 電 焊 | 電阻焊 | 在輥式成型機上連續彎 曲成型 | 在電阻焊管機上焊接 |
| 電弧焊 | 在壓力機上壓制成型或 在輥式彎曲機上卷曲成 型(直縫),在成型機上連 續彎曲成型(螺旋縫) | 在埋弧自動焊管機上焊 接 | |
| 電感焊 | 在輥式成型機上連續彎 曲成型 | 在電感焊管機上焊接 | |


