


nmgsy<晉中>神悅鋼材有限公司
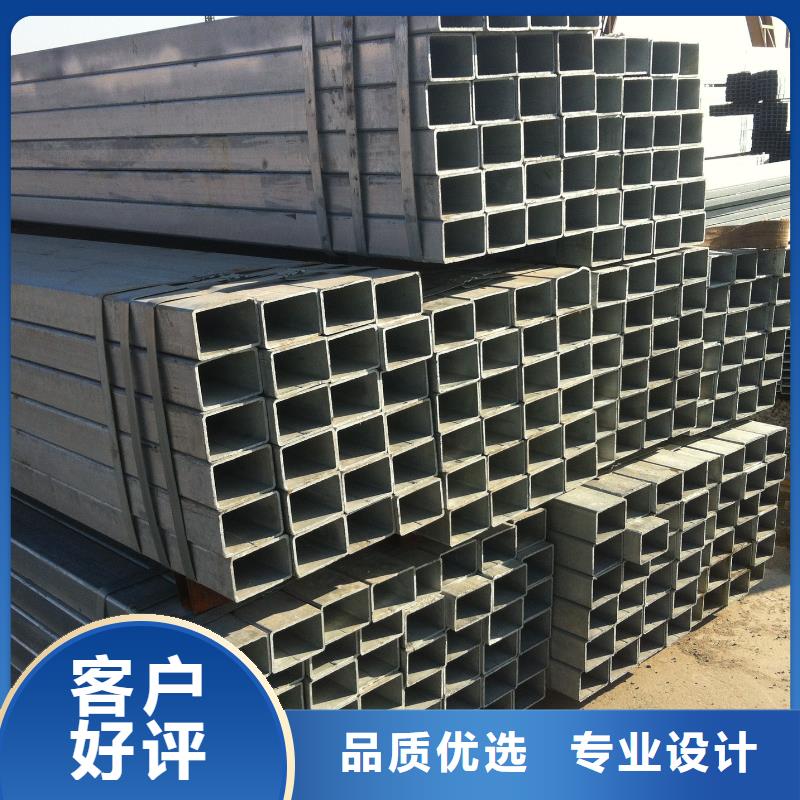
為了更好地使晉中16mn鍍鋅管具有潔白亮麗的外觀設(shè)計和良好的耐腐蝕性能,除熱鍍鋅工藝外,還可以采用磷化工藝。鍍鋅方管是優(yōu)良的建筑材料和建筑裝飾材料。在日常生活中很常見,獲得了用戶的五星級好評。鍍鋅方管在價格和質(zhì)量方面都非常好。此外,它還具有普通無縫鋼管無法超越的幾個優(yōu)點。鍍鋅方管具有非常強的耐腐蝕性,即使放置在潮濕寒冷的地形上也不會出現(xiàn)大問題。因為鍍鋅方管表面涂有一層鋅,便于維護。在正常應(yīng)用的所有過程中,如果遇到腐蝕更嚴重的化學(xué)物質(zhì),盡量對表面的集成IC進行蝕刻,這樣對內(nèi)部的金屬復(fù)合材料會有維護作用。 因此,晉中16mn鍍鋅方管的外觀更獨特,應(yīng)用周期更長。權(quán)威專家分析,鍍鋅方管的應(yīng)用范圍擴大了很多,因為它在防腐、減摩、水溶性等領(lǐng)域都非常好,所以也可以融入更復(fù)雜的地形。這個產(chǎn)品可以在很多場館和很多領(lǐng)域看到。在有機廢氣環(huán)境污染的空氣中,鍍鋅方管鍍鋅層的耐腐蝕性能優(yōu)于鎘涂層,在水中或水平面上反之亦然。
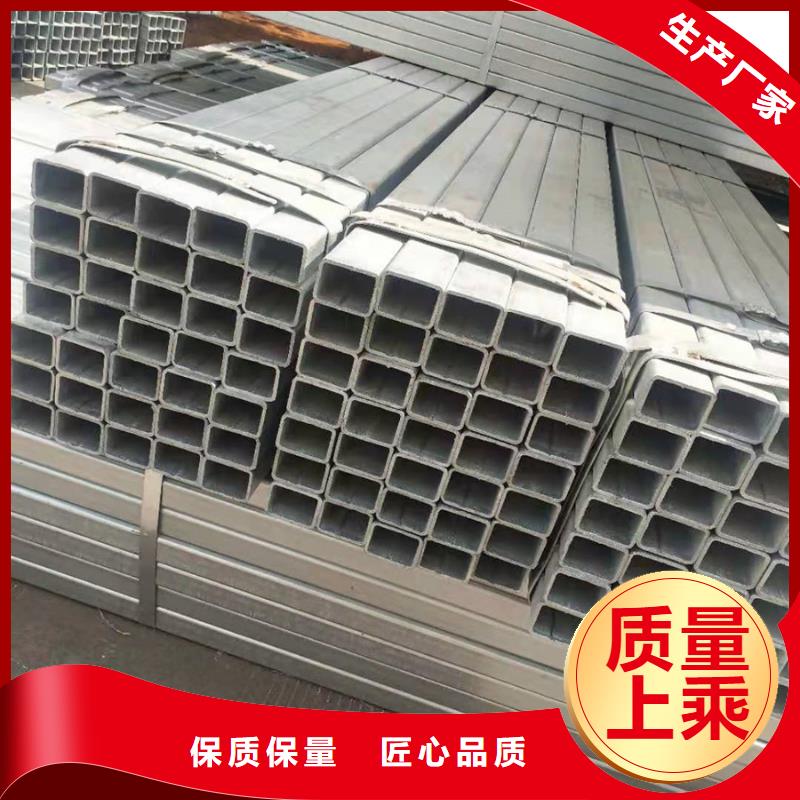
晉中鍍鋅管加工時當(dāng)鋼帶的頭尾對接焊縫較大時,如果在過成形時處理不當(dāng),很容易造成較大的錯位。由于未切割鋼帶的頭部和尾部的形狀和尺寸精度較差。 螺旋鋼管是以帶鋼卷材為原料制成的。 它是采用自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,常采用溫擠壓成型。 原材料為帶卷、焊絲、焊劑。 投入使用前必須經(jīng)過嚴格的理化檢驗。 帶鋼頭尾采用單絲或雙絲埋弧焊對接,卷成鋼管后采用自動埋弧焊補焊。 成型前對帶鋼進行校平、修整、刨平、表面清理、輸送和預(yù)彎。 晉中Q345B鍍鋅鋼管采用電接點壓力表控制輸送機兩側(cè)油缸的壓力,保證帶鋼輸送順暢。采用外控或內(nèi)控滾壓成型。采用焊縫間隙控制裝置,保證焊縫間隙滿足焊接要求,嚴格控制管徑、錯位量和焊縫間隙。 內(nèi)焊外焊均采用美國林肯焊機進行單絲或雙絲埋弧焊,以獲得穩(wěn)定的焊接規(guī)格。 焊縫全部采用在線連續(xù)超聲波自動損傷儀檢測。保證100%的螺旋焊縫無損檢測覆蓋率。 如有缺陷,自動報警并噴標(biāo),生產(chǎn)工人可隨時相應(yīng)調(diào)整工藝參數(shù),及時缺陷。 使用空氣等離子切割機將鋼管切成單件。
廠家實體大廠")
廠家實體大廠")
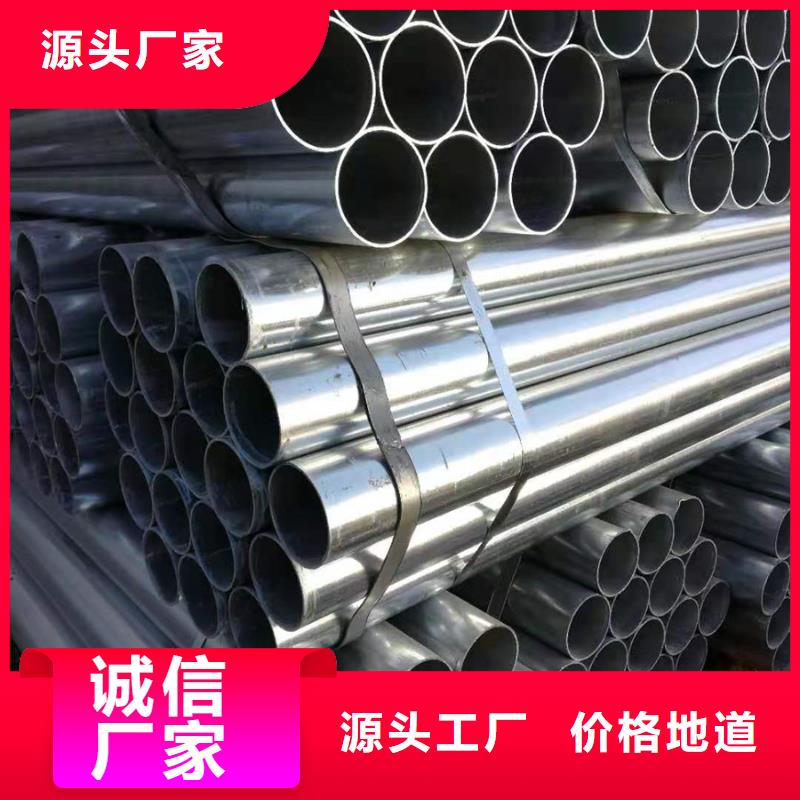
晉中鍍鋅無縫管擴徑是利用液壓機或機械設(shè)備從鍍鋅無縫管的內(nèi)腔側(cè)向移動,使無縫鋼管沿軸向擴徑成型的工作壓力生產(chǎn)工藝。機械設(shè)備法比液壓機法更簡單,效率更高。選用了世界上幾種鍍鋅無縫管擴徑工藝。 葉片的扇形塊沿軸向擴展,從而通過步進電機沿長短方向步進完成精加工管全長塑性變形的全過程。打開風(fēng)扇塊,直到所有的風(fēng)扇塊接觸到無縫鋼管的內(nèi)腔。此時,跨距范圍內(nèi)的無縫鋼管內(nèi)圓鋼管各點半徑基本一致,晉中16mn鍍鋅管基本為一整圈。扇塊的過去部分剛剛開始降低適應(yīng)運動率,直到達到規(guī)定的部分,根據(jù)鍍鋅無縫管的質(zhì)量,是成品管的中圈上部。 扇形塊在第2個環(huán)節(jié)開始進一步減速,直至到達規(guī)定位置,即工藝技術(shù)規(guī)定回彈前鍍鋅無縫管內(nèi)圓的上部。扇形塊在鍍鋅無縫管的內(nèi)圈上保持靜止一段時間,然后被彈起。鍍鋅無縫管兩側(cè)自動埋弧焊設(shè)備分為鍍鋅無縫管內(nèi)焊和鍍鋅無縫管外焊。鍍鋅無縫管兩側(cè)自動埋弧焊機在鍍鋅無縫管領(lǐng)域稱為外焊。鍍鋅無縫管外焊是指無縫對接的過程,可以理解為:鍍鋅無縫管焊接和預(yù)焊時,該工藝是外焊,而不是內(nèi)焊。原因是:鍍鋅無縫管是外焊還是內(nèi)焊,都會影響無縫鋼管受熱時的物理變形。如果鍍鋅無縫管的外焊縫先焊接,可以減少數(shù)據(jù)和信息。
晉中鍍鋅管加工時當(dāng)鋼帶的頭尾對接焊縫較大時,如果在過成形時處理不當(dāng),很容易造成較大的錯位。由于未切割鋼帶的頭部和尾部的形狀和尺寸精度較差。 螺旋鋼管是以帶鋼卷材為原料制成的。 它是采用自動雙絲雙面埋弧焊工藝焊接而成的螺旋縫鋼管,常采用溫擠壓成型。 原材料為帶卷、焊絲、焊劑。 投入使用前必須經(jīng)過嚴格的理化檢驗。 帶鋼頭尾采用單絲或雙絲埋弧焊對接,卷成鋼管后采用自動埋弧焊補焊。 成型前對帶鋼進行校平、修整、刨平、表面清理、輸送和預(yù)彎。 晉中Q345B鍍鋅鋼管采用電接點壓力表控制輸送機兩側(cè)油缸的壓力,保證帶鋼輸送順暢。采用外控或內(nèi)控滾壓成型。采用焊縫間隙控制裝置,保證焊縫間隙滿足焊接要求,嚴格控制管徑、錯位量和焊縫間隙。 內(nèi)焊外焊均采用美國林肯焊機進行單絲或雙絲埋弧焊,以獲得穩(wěn)定的焊接規(guī)格。 焊縫全部采用在線連續(xù)超聲波自動損傷儀檢測。保證100%的螺旋焊縫無損檢測覆蓋率。 如有缺陷,自動報警并噴標(biāo),生產(chǎn)工人可隨時相應(yīng)調(diào)整工藝參數(shù),及時缺陷。 使用空氣等離子切割機將鋼管切成單件。