以下是:止水銅片歡迎電詢的產品參數
| 產品參數 |
|---|
| 產品價格 | 批發/個 |
|---|
| 發貨期限 | 1 |
|---|
| 供貨總量 | 666 |
|---|
| 運費說明 | 面議 |
|---|
以下是:止水銅片歡迎電詢的圖文視頻
在山東省濟寧市采購止水銅片歡迎電詢請認準興泰工程材料(濟寧市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:張經理-【15318168555】,地址:高新區)。 山東省,濟寧市 濟寧市,山東省轄地級市,魯國故都,別名運河之都,古稱濟州府,Ⅱ型大城市,三線城市,位于山東省西南部,東鄰臨沂市,西與菏澤市接壤,南靠棗莊市和徐州市,北與泰安市交界,地形以平原洼地為主,地勢東高西低,屬暖溫帶季風氣候,四季分明,總面積1.1萬平方千米。截至2022年8月,全市轄2個區、7個縣,代管2個縣級市。截至2022年末,濟寧市常住人口829.06萬人。
想要更直觀地了解止水銅片歡迎電詢產品嗎??產品視頻,帶你走進產品世界
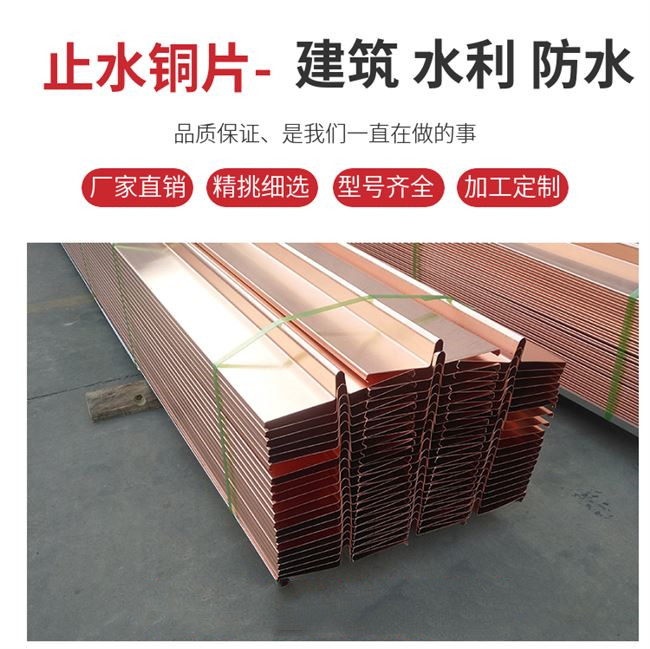
以下是:止水銅片歡迎電詢的圖文介紹

止水銅板又被稱為紫銅止水(就是指以紫銅或純銅生產加工而成),銅止水銅具備導電率優良,溶點高優勢,常常做為輸電線或是熔斷絲。純銅的顏色是鮮紅色的,其溶點在1100℃上下,相對密度做到8.9g/cm3。往往展現為暗紫色,是由于銅表層被氧化而產生的空氣氧化膜而致,此空氣氧化膜的出現恰好是銅耐空氣氧化浸蝕的根本原因所屬。止水銅板常用的銅一般為T2型的一般紫銅,其銅成分超過99.8%。止水銅板具備優良的抗腐蝕,抗拉強度高,具備優良的形變性,適用高級水利建筑物的基本防水,壩身防水等。 特性 止水銅板是一種高平穩,低保護的屋頂和幕墻鋁單板,環境保護,應用性,便于生產加工并具有抗腐蝕。其屈服強度和拉伸強度反比,經生產加工折邊的銅錢強度極高,但可根據熱處理工藝減少。在任何工程用金屬復合材料中,銅具備的延展特性,在融入建筑美學層面,具備很大的優點。銅錢不會受到生產加工溫度的限定,超低溫時不會改變脆,高溶點時可運用氧吹等熱熔焊接方法。即便 在非常高腐蝕的大氣污染中,銅錢也會生成牢固, 性的鈍化處理防護層,別名“銅綠”。其成分在于所處地方的氣體標準,但各種各樣成份的“銅綠”對銅錢的防護作用基本一致。這層鈍化處理膜十分平穩,遭受損壞可自動修復,人眼難分。


紫銅片止水如何焊接 紫銅止水片焊接質量測試方法 銅止水1、紫銅止水片焊接接頭可以從外觀質量檢驗 焊接完成后,采用目測或量測檢查焊縫是否平整,光滑,軸線時間的接口誤差是否滿足招標文件技術條款要求及搭接長度不小于20mm。 2、焊接接頭部位的煤油滲透測試 先將用于檢驗的部位表面清理干凈,不得留有污漬,用 漿涂抹,待徹底晾干后在焊縫的背面抹上煤油。由于煤油所具有的張力作用,具有滲透細小縫隙的特性。如果紫銅止水片焊縫不緊密或者鋼材內部有疏松、夾層、夾灰時,煤油將紫銅止水片滲漏到鋼材或焊縫的另一面并在 上顯出印漬。 自粘復合型止水帶是一水平止水片(帶)上或下50㎝范圍內不宜設置水平成型后的止水紫銅片,在安裝時,應避免扭曲變形或其他損壞.止水安裝時, 為準確的確定缺陷位置,避免印漬擴散,在涂上煤油后稍停片刻即進行觀察,初出現印漬處為缺陷位置。為了保證煤油有足夠的浸潤滲透時間,以保證檢測的過程持續在半小時以上不出現印漬叫為適宜。 3、焊接接頭的力學性能測試方法 接頭拉力試驗不應該小于母材抗拉強度的80%,這個地方需要大家嚴格把控。



1、止水裝置前首先要查看和校對加工的缺點,止水外表要處置潔凈、平直,特別是紫銅片外表的浮皮、油漆、油污 、銹蝕等要處置潔凈。 銅止水 2、一旦有釘孔,裂縫等要及時進行焊補,否則一旦使用破損的銅片就不能起到防漏作用了。 3、在安裝的時候要準備并且保證牢固,不能出現變形,裂紋。 4、成型后的止水紫銅片,在裝置時,應避免歪曲變形或其他損壞。 5、止水裝置時,其中線應與縫中線重合。 6、關于止水紫銅片,鼻子有較大的變形性,為避免澆筑砼時砂漿或其它物質進入鼻子的空腔內,在鼻子內填塞可塑性填料或用膠帶進行關閉,可塑性填料可用聚氨酯類泡沫塑料、瀝青浸漬的泡沫塑料或其他塑料資料。在止水片埋設部位模板進行分縫,兩片模板夾住止水片進行固定。 止水銅片型狀可分為W型、F型、T型、D型等,根據大樣圖定制成型。 止水銅片規格,是含銅量、以及寬度、厚度軟硬態及物理特性的一種表現形式。含銅量,用T表示,即T2于T3,T2含銅量>=99.8%,T3含銅量>=99.7%,銅軟硬態,O60表示銅硬度狀態為軟態,抗拉強度>=195MPa,伸長率30%,H01,抗拉強度>=215MPa,延伸率為>=25%. 因目前水工建筑基本都是 項目,為了規范行業水工建筑材料質量, 頒布相應的執行標準,目前適用于GB2059-2017,其中規定紫銅止水厚度為0.5~14mm,寬度為200-1000,抗拉強度不小于195MPa,伸長率不小于30%,并且,需提供廠家合格,保證止水銅片質量。 規定了紫銅止水厚度及寬度,而為了減少施工過程中的焊接次數,紫銅止水長度在不影響施工及物流的情況下可根據工程需要選擇適合長度。



興泰工程材料(濟寧市分公司)企業主要產品有 塑料盲管等產品。興泰工程材料(濟寧市分公司)的開發緊追時代潮流,不斷推出更新穎、更優質的興泰工程材料(濟寧市分公司)系列產品。



銅止水片(是由紫銅或純銅生產加工而成),銅止水因而銅止水片的電焊焊接應以紫銅焊接檢驗標準。銅止水片電焊焊接宜選用氣割或氬弧焊機,這兒詳細介紹氣割的操作流程及其常見問題。 氣割是用O2與乙炔氣體造成高溫,熔融焊絲與焊接件的金屬材料疑固后產生焊接的焊接工藝。 其具體步驟辦法是:關掉焊把電源開關,將乙炔氣體及O2開啟,打火漸漸地開啟焊把電源開關引燃焊嘴,將焊絲依據必須 放到被焊物件上,再慢慢調準焊嘴的火焰高低,應用火焰溶化焊絲與焊接件的合金凝結后產生-條焊接。 需運用銜接焊的方式 ,其鋼筋搭接尺寸不能低于40mm,與此同時為得到高寬比和總寬勻稱的焊接,鋼筋搭接焊可選用左焊接方法,即焊炬從右往左邊挪動的方式 。氣割的操作過程方式 包含氧氣乙炔焰的引燃.調整和滅掉.起焊.電焊焊接全過程中焊炬和焊絲的健身運動.連接頭和結尾的使用要點。 1.火苗的引燃 焊炬的握法,應左手拿焊炬,將食指和無名指坐落于氧e調節閥處,與此同時大拇指還能夠電源開關.調整乙炔氣體調節閥門,隨時隨地調整汽體的總流量。引燃火苗時,先要稍稍打開氧s氣調節閥門,隨后再開乙炔氣體調節閥門,二種汽體在焊炬內混和后,從焊嘴噴出來,這時將焊嘴挨近明火就可以引燃。打火時,拿明火的手不必正對接焊嘴,也不能將焊嘴偏向別人或易燃物,防止出現事故。(留意)一開始打火時,很有可能發生持續”放鞭炮"聲,緣故是乙炔氣體不純,需釋放不良的乙炔氣體再次打火。有時候發生不容易打火的狀況,大部分狀況是氫開得過大而致,這時候應將氧e調節閥調小。


今年在山東省濟寧市購買止水銅片歡迎電詢有了新選擇,興泰工程材料(濟寧市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的止水銅片歡迎電詢產品。如需購買或咨詢,請隨時聯系我們,聯系人:張經理-【15318168555】,地址:高新區。