聯(lián)系我們

- 美容美發(fā)培訓(xùn)學(xué)校手把手教學(xué)
- 美甲專(zhuān)業(yè)美發(fā)培訓(xùn)老師專(zhuān)業(yè)
- 煤器耐酸鋼板貨源充足
- 不銹鋼板從源頭保證品質(zhì)
- 發(fā)電車(chē)租賃發(fā)貨快包運(yùn)費(fèi)
- 漆滲透結(jié)晶防水涂料廠(chǎng)家直銷(xiāo)
- 環(huán)氧煤瀝青漆,環(huán)氧樹(shù)脂專(zhuān)注細(xì)節(jié)專(zhuān)注品質(zhì)
- 65錳鋼板09crcusb耐酸鋼板適用范圍廣
- 除塵器【布袋吊掛】廠(chǎng)家貨源穩(wěn)定
- 脈沖閥_袋式收塵器現(xiàn)貨供應(yīng)
- 【模具鋼】316不銹鋼管從廠(chǎng)家買(mǎi)售后有保障
- 型號(hào)齊全【鑫康】封閉型密集柜
- 廠(chǎng)家pam聚丙烯酰胺施工團(tuán)隊(duì)
- 液體醋酸鈉生產(chǎn)
- 鍛打圓鋼,注漿管細(xì)節(jié)嚴(yán)格凸顯品質(zhì)
42crmo鋼板16錳鋼板工藝層層把關(guān)
更新時(shí)間:2025-06-12 23:52:31 ip歸屬地:濟(jì)寧,天氣:晴,溫度:22-33 瀏覽次數(shù):8 公司名稱(chēng):聊城 眾鑫42crmo冷軋耐磨錳鋼板圓鋼金屬材料(濟(jì)寧市分公司)
| 產(chǎn)品參數(shù) | |
|---|---|
| 產(chǎn)品價(jià)格 | 225 |
| 發(fā)貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運(yùn)費(fèi)說(shuō)明 | 電議 |
| 材質(zhì) | 42crmo鋼板 |
| 規(guī)格 | 2200*9600 |
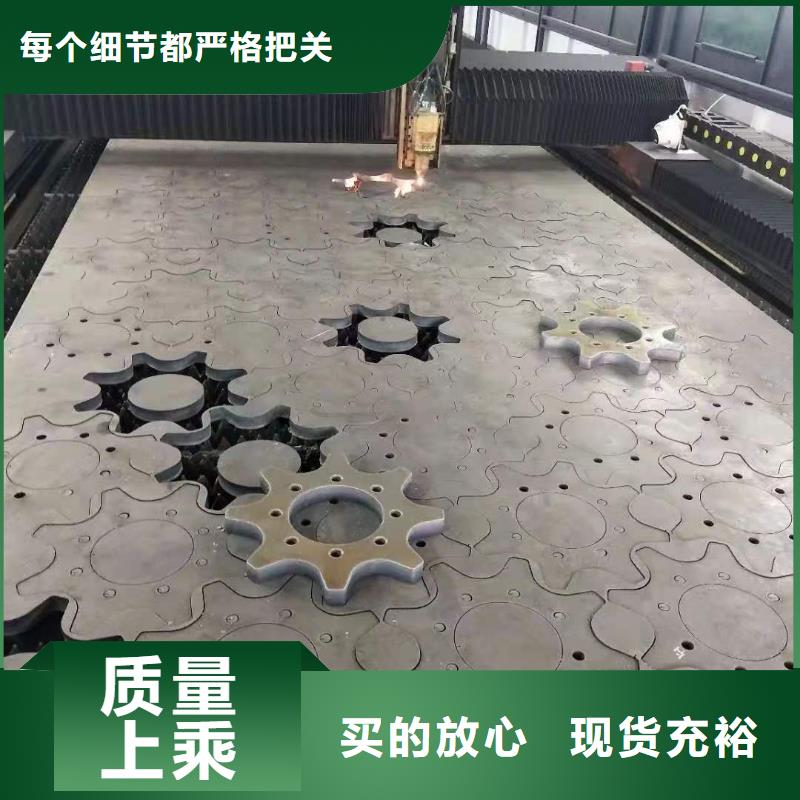
| 加工方式 | 激光切割 |
| 地址 | 山東 |
| 運(yùn)輸方式 | 專(zhuān)線(xiàn)物流 |
| 范圍 | 42crmo鋼板16錳鋼板生產(chǎn)基地位于【聊城】,供應(yīng)范圍覆蓋山東省 棗莊市、東營(yíng)市、濟(jì)寧市、菏澤市、濱州市、聊城市、濰坊市、德州市、泰安市、臨沂市、煙臺(tái)市、威海市、萊蕪市、日照市、淄博市、青島市、濟(jì)南市 任城區(qū)、微山縣、魚(yú)臺(tái)縣、金鄉(xiāng)縣、嘉祥縣、汶上縣、泗水縣、梁山縣、曲阜市、兗州區(qū)、鄒城市等區(qū)域。 |



眾鑫42crmo冷軋耐磨錳鋼板圓鋼金屬材料(濟(jì)寧市分公司)
眾鑫42crmo冷軋耐磨錳鋼板圓鋼金屬材料(濟(jì)寧市分公司)以合理的價(jià)格、熱情的服務(wù)態(tài)度、精湛熟練的售后保障對(duì)您提供優(yōu)質(zhì)服務(wù)。我們本著交貨迅速、實(shí)行三包、跟蹤服務(wù)等經(jīng)營(yíng)原則竭誠(chéng)為廣大用戶(hù)服務(wù)。我公司把顧客放在優(yōu)先位置,建立起了 45號(hào)耐磨板產(chǎn)品售前、售中、售后服務(wù)規(guī)范,、全過(guò)程滿(mǎn)足顧客要求,使我們的 45號(hào)耐磨板產(chǎn)品和服務(wù)深得顧客的信賴(lài),與顧客建立起了長(zhǎng)期合作和互利關(guān)系。
")
")
對(duì)磨煤機(jī)減速機(jī)齒輪進(jìn)行失效分析,結(jié)果表明:齒輪齒根彎曲疲勞強(qiáng)度不足,輪齒斷裂屬于多次累積損傷產(chǎn)生的疲勞斷裂42crmo鋼板,而且齒輪內(nèi)部不僅存在魏氏體組織,還存在較大的偏析區(qū),因而在材料內(nèi)部產(chǎn)生較大的組織應(yīng)力,該組織應(yīng)力與工作應(yīng)力疊加,容易誘發(fā)裂紋的形成及擴(kuò)展.分析結(jié)果還發(fā)現(xiàn)齒輪表面并沒(méi)有經(jīng)過(guò)表面熱處理,表面硬度未達(dá)到設(shè)計(jì)要求.
利用激光熔覆技術(shù)在42CrMo鋼板表面制備了Stellite-6鈷基涂層,然后在不同的溫度下對(duì)涂層進(jìn)行熱處理,探究了熱處理溫度對(duì)涂層顯組織、硬度、耐蝕性和摩擦學(xué)性能的影響。結(jié)果表明:熱處理能有效減小涂層內(nèi)部的殘余應(yīng)力,裂紋、孔洞等缺陷;在900℃下進(jìn)行熱處理后,FCC結(jié)構(gòu)的鈷演變?yōu)镠CP結(jié)構(gòu)的鈷,亞穩(wěn)態(tài)M7C3型碳化物演變?yōu)榉€(wěn)態(tài)M23C6型碳化物;經(jīng)過(guò)900℃×1 h的熱處理后,涂層的近表面硬度是未熱處理涂層的1.5倍,
約為1300 HV;未熱處理涂層的摩擦因數(shù)為0.42,磨損機(jī)理主要表現(xiàn)為塑性變形、犁溝及脆性剝落;熱處理后,涂層的摩擦因數(shù)降至0.29,磨損機(jī)理主要為磨粒磨損和黏著磨損;熱處理后生成的穩(wěn)態(tài)M23C6型碳化物具有強(qiáng)化合金、涂層力學(xué)性能的作用;未熱處理涂層與熱處理涂層的自腐蝕電流密度均約為3.3×10-3 A·cm-2,自腐蝕電位均在-0.29 V左右,單個(gè)容抗弧特征近乎重合。熱處理過(guò)程中發(fā)生的再結(jié)晶和晶粒尺寸變化、馬氏體相變對(duì)鈷基涂層耐蝕性的影響不大。
制造水平的不斷,對(duì)復(fù)雜精密的機(jī)械裝備、零件的品質(zhì)要求也越來(lái)越高,而塑性加工技術(shù)和熱處理技術(shù)作為材料成型及改善材料性能的關(guān)鍵手段,在制造加工工業(yè)中發(fā)揮著關(guān)鍵性作用。42crmo鋼板材料處理過(guò)程中,材料的終性能受多方面因素的影響,如塑性加工過(guò)程中的加載速度、幾何形狀、摩擦與接觸條件,熱處理過(guò)程中的溫度分布、組織分布和應(yīng)力分布等,如果僅通過(guò)試驗(yàn)來(lái)摸索設(shè)計(jì)工藝參數(shù),費(fèi)時(shí)費(fèi)力,無(wú)法滿(mǎn)足實(shí)際生產(chǎn)需求。現(xiàn)階段,可以通過(guò)計(jì)算機(jī)進(jìn)行塑性加工和熱處理過(guò)程的數(shù)值模擬,輔助工藝設(shè)計(jì)和工藝優(yōu)化,縮短研發(fā)周期,提高產(chǎn)品質(zhì)量,降低成本。因此,研究如何提高數(shù)值模擬的準(zhǔn)確性具有十分重要的意義。
")
")
")
本試驗(yàn)在一定切削條件下對(duì)42CrMo鋼板進(jìn)行干切削,研究刀具累計(jì)加工1 035 s過(guò)程中前后刀面的磨損形貌。試驗(yàn)結(jié)果表明:累計(jì)加工時(shí)間T從0增加到1 035 s的過(guò)程中,刀具前刀面參與切削的區(qū)域亮度增加,磨損區(qū)域增大;當(dāng)加工時(shí)間T為1 035 s時(shí),刀具前刀面磨損明顯,出現(xiàn)顏色較深面磨損區(qū)域、亮度較高的部分刀具涂層材料磨損區(qū)域、磨粒磨損明顯的磨損區(qū)域。加工時(shí)間T從0增加到435 s的過(guò)程中,刀具后刀面出現(xiàn)明顯的磨損帶,涂層材料磨損帶逐漸增大。加工時(shí)間T從435 s增加到1 035 s的過(guò)程中,磨損帶緩慢增大,出現(xiàn)基體磨損現(xiàn)象,隨著磨損時(shí)間延長(zhǎng),基體磨損逐漸增大。當(dāng)加工時(shí)間T從48 s增加到1 035 s,已加工表面粗糙度Ra由3.46μm逐漸增大到3.91μm。
在42CrMo鋼板常規(guī)處理的基礎(chǔ)上增加了冷處理,研究淺冷處理和深冷處理對(duì)42CrMo鋼硬度和耐磨性的影響。結(jié)果表明,經(jīng)淺冷處理和深冷處理后,42CrMo鋼中殘留奧氏體向馬氏體發(fā)生轉(zhuǎn)變,且碳化物析出增多,致使鋼的硬度和耐磨性均有,且深冷處理后硬度和耐磨性幅度高于淺冷處理。
利用JMat-Pro軟件模擬了42CrMo鋼的連續(xù)冷卻轉(zhuǎn)變曲線(xiàn),并采用DIL805L相變42crmo鋼板淬火膨脹儀實(shí)測(cè)了鋼的各相變點(diǎn),對(duì)不同冷卻速度下的組織轉(zhuǎn)變和貝氏體含量進(jìn)行了分析,并繪制其CCT曲線(xiàn)。結(jié)果表明:42CrMo鋼Ac1=743℃,Ac3=792℃。冷速小于0.5℃/s時(shí),組織為先共析鐵素體與珠光體混合組織;冷速0.5~10℃/s之間,存在一定量的貝氏體,隨冷速加快,貝氏體量先增后降,馬氏體含量逐漸增多,使得硬度呈現(xiàn)較大增幅。冷速大于10℃/s,組織為基體馬氏體+少量貝氏體的混合組織。
")
")
")
通過(guò)激光沖擊強(qiáng)化對(duì)42CrMo鋼板中碳合金鋼進(jìn)行了表面強(qiáng)化處理。采用顯組織觀察、硬度測(cè)試、摩擦磨損實(shí)驗(yàn)研究了不同脈沖能量的激光沖擊強(qiáng)化處理對(duì)42CrMo鋼組織和性能的影響。結(jié)果表明:未經(jīng)激光沖擊強(qiáng)化的42CrMo鋼組織中鐵素體均勻連續(xù),珠光體片層間鐵素體較為明顯。隨著激光沖擊強(qiáng)化輸出能量的增加,組織中鐵素體越來(lái)越分散,珠光體片層組織越來(lái)越不明顯,激光沖擊強(qiáng)化后42CrMo鋼中有大量位錯(cuò)、亞晶出現(xiàn)。在32~36 J的脈沖能量范圍內(nèi),激光沖擊強(qiáng)化的該鋼的表面硬度和耐磨性顯著提高,并在表面形成了厚度0.75 mm的硬化層。激光沖擊強(qiáng)化沖擊能量越高,42CrMo鋼硬度越高,耐磨性越好。
目的探究二次噴丸工藝參數(shù)對(duì)42CrMo鋼零件表面完整性的影響規(guī)律。方法建立三維隨機(jī)噴丸有限元模型,并通過(guò)實(shí)驗(yàn)驗(yàn)證有限元模型預(yù)測(cè)殘余應(yīng)力的準(zhǔn)確性。將一次噴丸后零件的表面形貌和應(yīng)力應(yīng)變結(jié)果作為初始狀態(tài)導(dǎo)入到二次噴丸模型中,構(gòu)建出二次噴丸預(yù)測(cè)模型。分析二次噴丸參數(shù)對(duì)42CrMo鋼零件表面殘余應(yīng)力場(chǎng)、表面粗糙度以及等效塑性形變場(chǎng)的影響情況。
結(jié)果二次噴丸后,42CrMo鋼板零件近表層(0~100μm)的殘余壓應(yīng)力值均比初始狀態(tài)有所增加。增加二次噴丸覆蓋率對(duì)表面殘余應(yīng)力的作用為明顯, 可比初始狀態(tài)提高63.3%,而增加二次噴丸直徑對(duì)殘余應(yīng)力的改善效果42crmo鋼板不明顯。過(guò)度增加二次噴丸速度會(huì)導(dǎo)致表面粗糙度明顯增加,提高二次噴丸覆蓋率可顯著降低表面粗糙度,覆蓋率為300%時(shí),粗糙度比初始狀態(tài)減小了14.4%。表層PEEQ值隨著二次噴丸速度、彈丸直徑和覆蓋率的增加而增加,但當(dāng)二次噴丸速度、彈丸直徑和覆蓋率增加到一定程度后,表層PEEQ值會(huì)趨于飽和。
")