

想要直觀了解精密鋼管15CrMo精密鋼管自有廠家產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:精密鋼管15CrMo精密鋼管自有廠家的圖文介紹

密度物質的密度是該物質單位體積的質量,單位是kg/m3或1b/in3。殘余拉應力主要來自設備在焊接過程中產生的殘余拉應力。當前,工程上廣泛采用焊接冷卻后進行退火處理殘余應力,而焊后冷卻是殘余應力產生的重要過程,這種做法既浪費了能源又容易產生較大的焊接殘余應力。焊接后熱處理是一種新的殘余應力技術。焊前將無錫精密鋼管預熱至后熱處理溫度并在焊接過程中對焊件持續加熱保持這一溫度,焊接完成后使用保溫棉對其進行保溫使其緩慢冷卻。淬火能增加鋼管的強度和硬度,但要減少其塑性。淬火中常用的淬火劑有水、油、堿水和鹽類溶液等。無錫精密鋼管的回火將已經淬火的無錫精密鋼管重新加熱到一定溫度,再用一定方法冷卻稱為回火。其目的是淬火產生的內應力,降低硬度和脆性,以取得預期的力學性能。回火分高溫回火、中溫回火和低溫回火三類。回火多與淬火、正火配合使用。調質處理淬火后高溫回火的熱處理方法稱為調質處理。
在工業設備材料中,不一樣型號的鋼管可以說是普遍普遍的建筑材料,而鋼管對于所有建筑,工業,還有運輸設備中,都扮演著相當重要的角色。之中,精密鋼管在工業中就是非常普遍的一種工業鋼管材料。
在工業設備材料中,不一樣型號的鋼管可以說是普遍普遍的建筑材料,而鋼管對于所有建筑,工業,還有運輸設備中,都扮演著相當重要的角色。之中,精密鋼管在工業中就是非常普遍的一種工業鋼管材料。

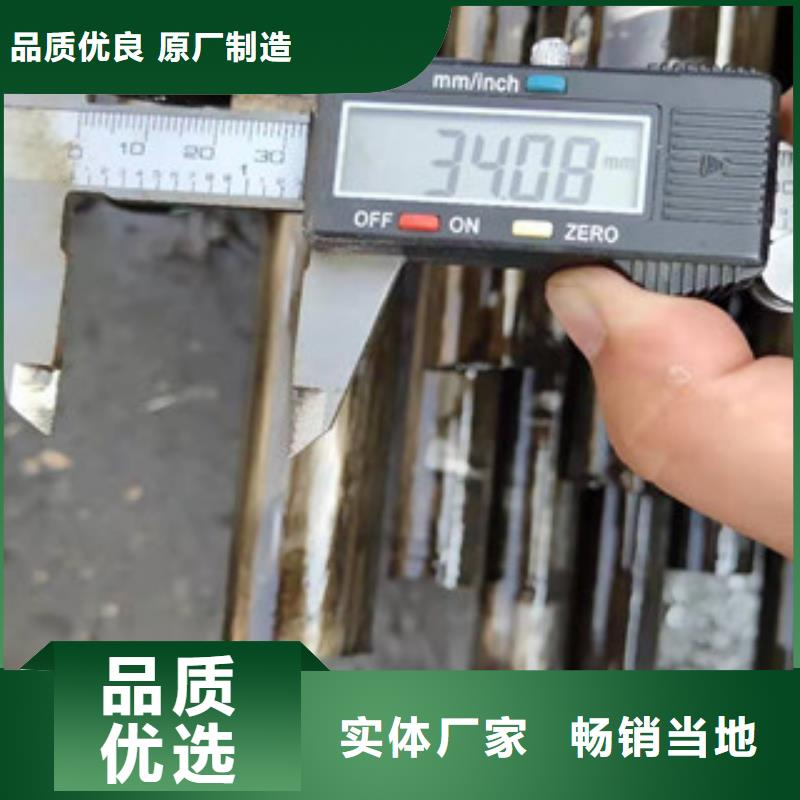
孔型封閉性差:20#精軋管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#精軋管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。
提高芯棒限動速度:目前速度為0.08-0.30m/s。芯棒限動速度過低,芯棒與軋件內表面相對速度大,摩擦力大,芯棒磨損就大;芯棒限動速度高,則有利于金屬軸向流動,提高荒管出口速度。
提高芯棒限動速度:目前速度為0.08-0.30m/s。芯棒限動速度過低,芯棒與軋件內表面相對速度大,摩擦力大,芯棒磨損就大;芯棒限動速度高,則有利于金屬軸向流動,提高荒管出口速度。


還加入了加熱的過程,也就是說當精密鋼管成型之后,還會放入專業的加熱室當中,看看管道自身,是否能夠承受高溫,所帶來的影響。如果一條鋼管,在這個環節中,出現了任何外形的變化,或者是性能的變化。這樣的鋼管,都不會流通到市面上。同時精密鋼管,表面十分的光滑,并不會出現任何的毛刺。這使得精密鋼管,在使用的過程中,不會掉落任何的碎屑,從而影響到,汽車發動機的運轉。初鋼管的出現,只是為了服務于自行車制造業。可是隨著時間的流逝,鋼管已經走進了,越來越多的行業當中。然而不同的行業,對于鋼管的性能要求,都是有著一定的不同。但所有的行業,都是有著一個特性,那就是在購買了鋼管之后,并不會直接使用。尤其是在一些制造行業中,都需要對于鋼管,進行一些后續的加工之后,才會投入到使用。但并不是所有的鋼管,都可以承受,一些復雜的手續加工。但是精密鋼管不同,這種鋼管可以,承受多種復雜的變形加工。一般的鋼管,在折疊了之后,就會在鋼管的表面,形成各種各樣的折線



江泰鋼材(靖江市分公司)憑借雄厚的 熱軋無縫鋼管技術實力,精湛的 熱軋無縫鋼管工藝,過硬的 熱軋無縫鋼管產品質量,完善的服務體系,成為 熱軋無縫鋼管行業中深受客戶歡迎和信賴的公司。堅信重質量,講信譽,優服務的經營理念,真誠地與各界朋友攜手共進,創造美好未來!



