



想要了解數控鋼筋自動滾絲生產線庫存充足產品的魅力?視頻為你揭曉答案!
以下是:數控鋼筋自動滾絲生產線庫存充足的圖文介紹


鋸帶呈直線斷裂 1、張力太小或太大
2、鋸帶線速度太快
3、導向機構磨損
4、鋸帶與法蘭嚴重磨損
5、選帶不當
6、進給太大
7、冷卻不當
8、開機時鋸帶直接與工件接觸
9、導向塊夾得太緊
10、工件夾緊不當
11、后導輪磨損太大
12、鋸刃刃底發生龜裂
13、鋸刃刃背發生龜裂
14、鋸刃分齒單面嚴重磨損 1、正確調整張力
2、調節鋸帶線速度減小鋸帶負荷
3、檢驗導向機構,及時更換磨損工件
4、調整鋸輪到正常工作位置
5、根據工件截面幾何形狀選擇鋸帶
6、適度減小進給量
7、選擇正確的切削液
8、開機前鋸帶與工件必須保持一定距離
9、適當減小導向塊夾緊力
10、調整虎鉗的夾緊力
11、更換后導輪
12、盡量使可動導向臂靠近工件
13、更換磨損過大的后滾輪
14、將松弛和歪斜的鋸帶導向片牢固固定在正確位置
鋸帶呈不規則斷裂 1、鋸帶在安裝時扭曲過大
2、工件松動 1、調整鋸床
2、調整虎鉗夾緊工件
2、鋸帶線速度太快
3、導向機構磨損
4、鋸帶與法蘭嚴重磨損
5、選帶不當
6、進給太大
7、冷卻不當
8、開機時鋸帶直接與工件接觸
9、導向塊夾得太緊
10、工件夾緊不當
11、后導輪磨損太大
12、鋸刃刃底發生龜裂
13、鋸刃刃背發生龜裂
14、鋸刃分齒單面嚴重磨損 1、正確調整張力
2、調節鋸帶線速度減小鋸帶負荷
3、檢驗導向機構,及時更換磨損工件
4、調整鋸輪到正常工作位置
5、根據工件截面幾何形狀選擇鋸帶
6、適度減小進給量
7、選擇正確的切削液
8、開機前鋸帶與工件必須保持一定距離
9、適當減小導向塊夾緊力
10、調整虎鉗的夾緊力
11、更換后導輪
12、盡量使可動導向臂靠近工件
13、更換磨損過大的后滾輪
14、將松弛和歪斜的鋸帶導向片牢固固定在正確位置
鋸帶呈不規則斷裂 1、鋸帶在安裝時扭曲過大
2、工件松動 1、調整鋸床
2、調整虎鉗夾緊工件



9.開機前應檢查設備各緊固件是否牢靠、完好,運動部位是否有障礙物,加潤滑油。先空轉,觀察各部件是否運轉良好,聽聲音是否正常,再開始工作。10.被加工鋼筋的端面不缺損、不歪斜、不彎曲,否則須切平后再進行鐓粗。11.操作者須牢記壓力參數(其參數參照機械說明書),集中精力,掌握在規定的壓力的范圍內,達到壓力立即卸壓,嚴禁超壓,確保。12.高壓油管嚴禁超壓使用,慎防重壓、強彎、利尖物劃傷。13.現場施工過程中。應經常清理、調整、養護設備、加工時應注意,并保持加工場地的環境清潔,加工的碎屑應及時整理,做好環保。設備介紹:數控鋼筋端面銑平機是我公司自主研發的針對鋼筋直螺紋連接絲口處理一款高性價比機器。本機以鋼筋平面處理,確保鋼筋端面平直一致;提高鋼筋抗拉強度,施工速度快,效率高,保證工程質量。為了進一步提率前后兩端端銑設備,在使用時架體上可以放置多根的螺紋鋼,在前端加工完成后,后端的加工設備開始加工處理;對于兩臺設備而言均不會存在等待時間。


建貿機械 (濟南市分公司)主要生產: 智能張拉機。公司本著“客戶至上”的理念,全力為 智能張拉機行業提供更優質的產品,更貼心的服務。公司不斷從客戶的切身利益出發,站在客戶的角度,設身處地的為客戶考慮,并結合以自身的專業知識,為客戶設計出更合理的工藝品。同時,我們擁有實踐經驗豐富、高素質的設計、制造、安裝隊伍,能按客戶所需,結合客戶的實際情況,制造生產客戶需要的產品。精心的設計、精湛的制造、精細的施工、的服務以及牧陽長期秉持的“讓我們共同前進”的理念讓本公司贏得了用戶的長期認可和良好的社會信譽。





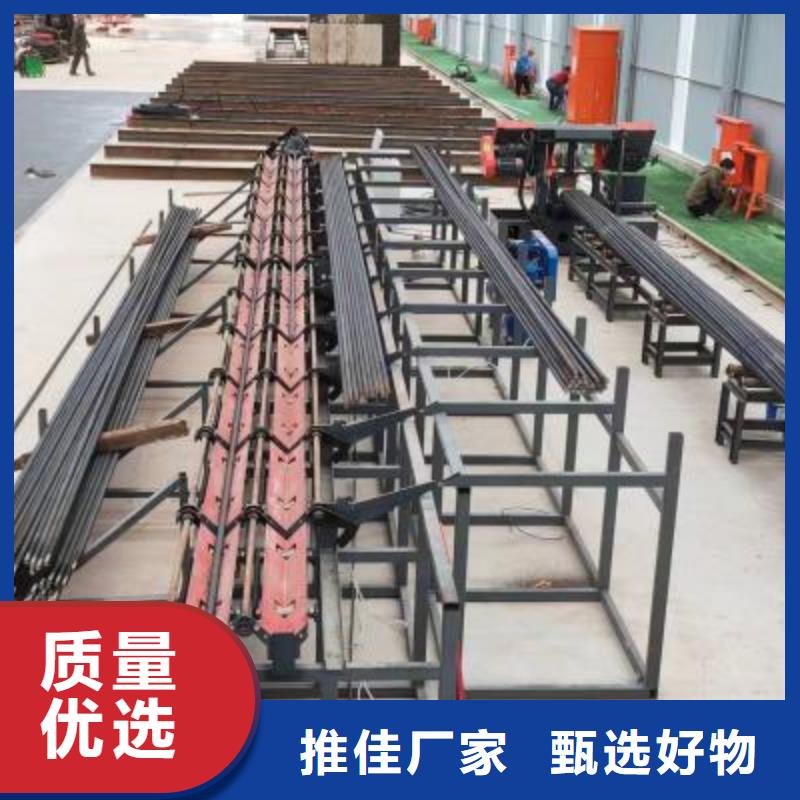
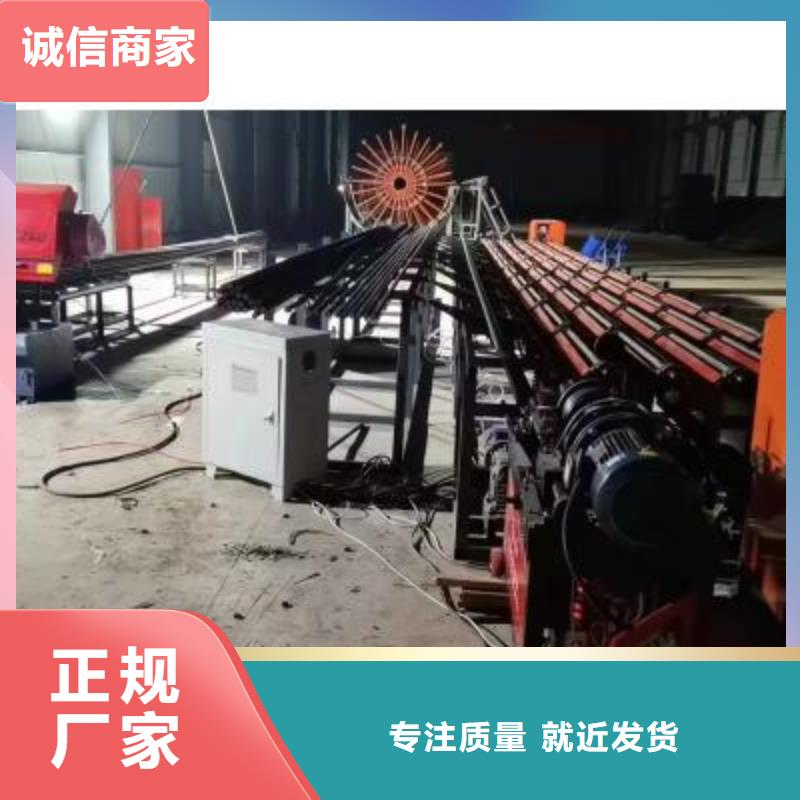
數控鋼筋鋸切套絲生產線引進德國技術水平,是一款主要針對于不同鋼筋直徑、高精度鋼筋棒材的鋸切,套絲,全自動數控鋸切套絲一體機,能夠將鋼筋棒材按照需求,自動鋸切成所需要長度,并對下好料的棒材進行分類儲存,套絲,全自動化大型的數控鋼筋鋸切套絲設備。采用伺服電機,鋸切精度高。鋸切后的鋼筋自動分料, 套絲方便。通過變頻電機驅動絲杠機構來調整剪切刀口與定位擋板之 間的距離,采用編碼器測量,定尺精度高,可達±2mm,可剪切各種長度的鋼筋。采用液壓鋸切方式,體積小、產量高,與一些廠家的機械沖剪方式相比,具有噪音低,使用壽命長,設備運行穩定等特點;與此同時鋼筋采用油缸壓料,壓力大,鋸切時,鋼筋不會轉動,鋼筋切頭均勻。鋸床采用國內專用的雙面夾緊鋸床。合理的氣動系統設計理念,主管道采用不銹鋼管傳輸,降低了壓縮空氣損耗;電磁閥安裝在相應控制氣缸的下方,響應速度快, 便后維護。


