



準備好領略【彎管彎管廠家支持批發零售】產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
以下是:山東濟南【彎管彎管廠家支持批發零售】的圖文介紹
“追求品質,不忘初心”是航蕭管件(濟南市分公司)一貫堅持的產品理念。目前,航蕭管件(濟南市分公司)達成長期戰略合作的原料供應工廠,不僅能夠保障原材料的供應,更能從源頭上確保用料的。從原料進庫到產品出廠,各個環節,各個部門都有規范的管理和專人負責,航蕭管件(濟南市分公司)生產的所有 中頻彎管產品均采用環保材料, 中頻彎管制作工藝均符合歐美標準,關注消費者關注的,我們一直在努力!


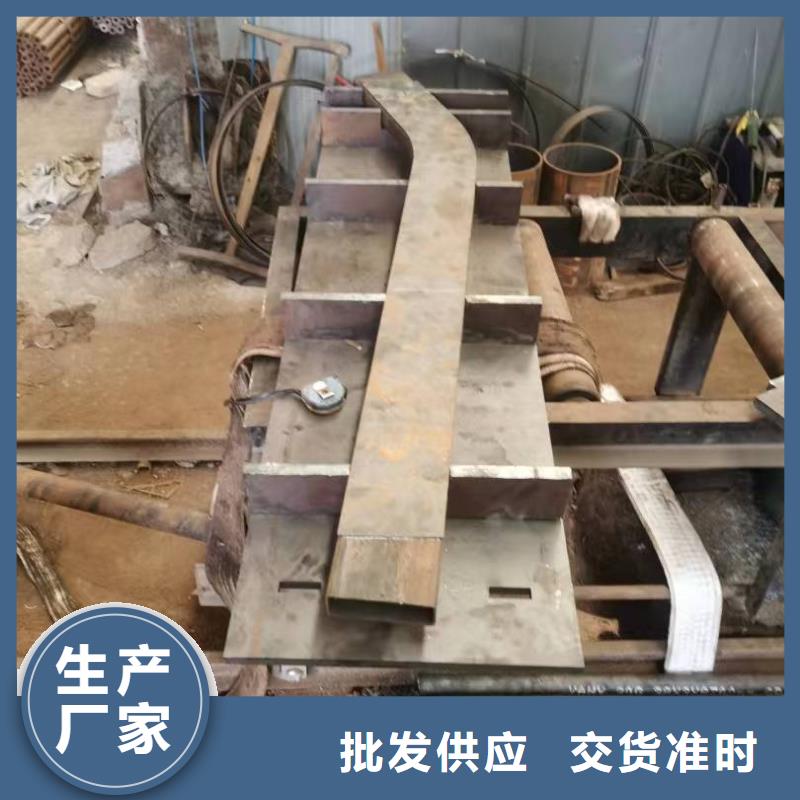
高彎管形狀決定了彎管生產困難。鍛造方法:使用鍛機將被淘汰管端或部門,減少直徑,常用的類型與旋轉鍛壓機,連桿式、輥式。沖壓的方法:用錐形穿孔管的核心終擴大到所需的大小和形狀。輥方法:放置在管芯,周邊與輪式推動,用于圓形邊緣處理。軋制方法:一般不需要軸,適用于厚壁管在圓形的邊緣。形成方法:常用的有三種方法,一種方法稱為拉伸方法,另一種方法叫做沖壓方法,第三是輥方法我們知道的更多,有三個或四個輥,輥、調整輥,兩個固定調整固定輥距離,完成管道彎曲。該方法的廣泛應用,如果生產螺旋管,曲率可以增加。不斷膨脹的方法:一個是放置在管橡膠、穿孔、壓縮、膨脹管形成。 高彎管形狀決定了彎管加工生產困難,其中困難的對稱點三通高彎曲管生產是需要技術含量的,高生產彎管的基礎上,我們看到我們的制造商生產過程嚴格堅持選擇的鋼坯,鋼坯加熱維持一個恒定的溫度,給我們高彎曲管帶來了嚴格的質量保證。在這樣一個嚴格的保證,確保我們高彎曲管管道建設項目的他應該扮演一個角色,可以確保本廠管道施工質量的辦法。



彎管在加工的過程中經常會采用其壓彎使其彎管進行彎曲的方法,在進行制作的過程中所采用的設備大多數都是為通用的機械壓力機以及液壓機,有時候也會有效的采用其專用的折彎壓力機。 彎管在加工的過程中通常情況下會使用其卷板機,設備采用其三輥卷板機按三點決定一圓的道理,有效的對板坯進行其連續的彎曲,這樣三輥其卷板機在使用的過程中會具有兩個傳動輥和一個壓下輥。 彎管在制作是可以有效的調節其壓下輥的上下位置這樣就可以在一定程度上有效的改變它和傳動輥之間的相對距離,今年彎管社會庫存呈迅速上升態勢,這樣對于其彎管的加工市場會形成比較大的壓力。 彎管在進行拉彎的過程中,其板材會有效額置于傳動軸以及壓下輥之間,在運行時其傳動輥的正反方向是交換轉動的,這樣就會使得板材往復運動,調節其壓下輥使之逐步壓下。 這樣就可以將板材彎曲成所需要曲率的圓柱面、曲率較小的雙曲面以及圓錐面,彎管的壓下輥一端可直接升起,這樣便于卸出工件,產品的另外還會有四輥以及多輥卷板機。 彎管在進行加工的過程中會對其精度的要求是比較高的,產品的長度以及曲率半徑要求比較大橫向尺寸要求較小的彎曲件,可在專用的拉彎機上進行拉彎。彎管加工時,板材全部厚度上都受拉應力的作用。


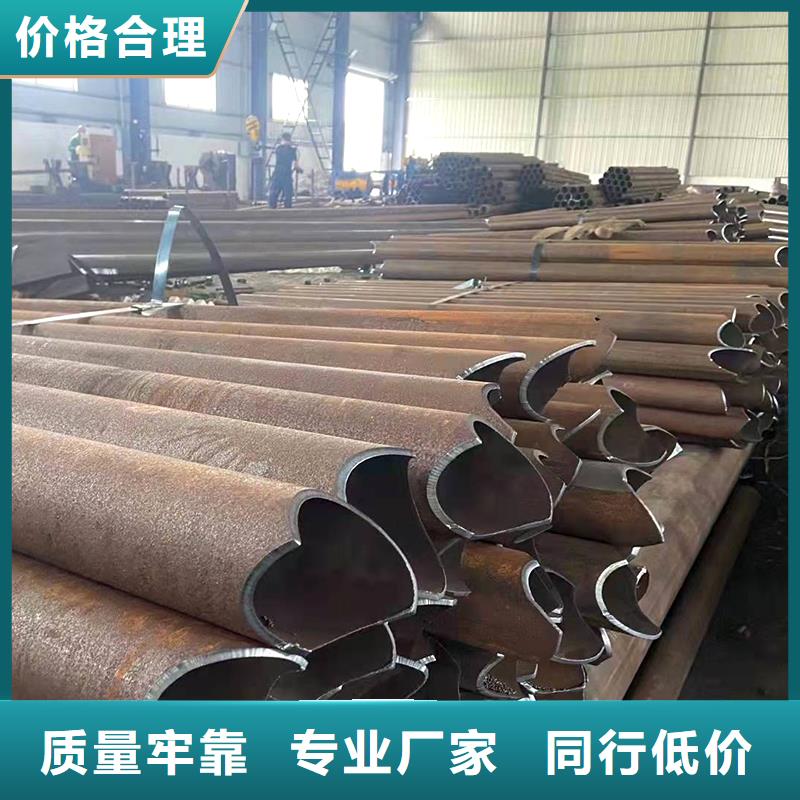
彎管機彎制原理 彎管機進行彎管的彎曲和板料的彎曲一樣。在純彎曲的情況下,外徑為D,壁厚為t的管子受外力矩M的作用發生彎曲時, 中性層外側管壁受拉應力盯l作用,管壁變薄;中性層內側管壁受拉應力仃1作用,管壁變厚。而且橫截面的形狀由于受合力 F1和F2的作用由圓形變為近似橢圓形,當變形量過大時,外側管壁會產生裂紋,內側管壁會出現起皺。 彎管的變形程度,取決于相對彎曲半徑R囝和相對厚度t/D數值的大小、R巾和t/D值越小,表示變形程度越大。為保證管 件成形質量,必須控制變形程度在許可范圍內,彎管彎曲成形極限不僅取決于材料的力學性能和彎曲方法,而且還考慮管件的 使用要求。管件的成形極限應包含以下幾個內容: (1)中性層外側拉伸變形區內的伸長變形不超過材料塑性允許值而產生破裂; (2)中性層內側壓縮變形區內,受切向壓應力作用的薄壁結構部分不致超過失穩而起皺; (3)如果管件有橢圓度的要求時,控制其斷面產生畸變; (4)如果管件有承受內壓力的強度要求時,控制其壁厚減薄的成形極限。



