您的位置>首頁 >吉林當地產品頻道 >
QT400球墨方鋼廠家
更新時間: 2025-06-03 07:40:08 ip歸屬地:吉林,天氣:雷陣雨轉多云,溫度:11-21 瀏覽次數:1
以下是:QT400球墨方鋼廠家的產品參數
| 產品參數 |
|---|
| 產品價格 | 5.6元/kg |
|---|
| 發貨期限 | 當天發貨 |
|---|
| 供貨總量 | 88888 |
|---|
| 運費說明 | 議定 |
|---|
| 小起訂 | 5 |
|---|
| 質量等級 | 國標 |
|---|
| 是否廠家 | 廠家 |
|---|
| 產品材質 | 鑄鐵棒 |
|---|
| 產品品牌 | 億錦 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 聊城 |
|---|
| 產品產地 | 山東 |
|---|
| 產品名稱: | 鑄鐵型材 |
|---|
| 生產工藝: | 水平連鑄 |
|---|
| 產品優勢: | 無氣孔/無砂眼 |
|---|
| 產品用途: | 機械加工/精密制造 |
|---|
| 產品價格: | 5.6元/公斤 |
|---|
以下是:QT400球墨方鋼廠家的圖文視頻
導讀 您是想要在吉林省采購高質量的QT400球墨方鋼廠家產品嗎?億錦天澤鋼鐵(吉林省分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的QT400球墨方鋼廠家產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:邢濤-【18954456733】,地址:《開發區鳳凰工業園》。 吉林省 吉林省,簡稱“吉”,是中華人民共和國省級行政區,省會長春市;位于中國東北地區中部,與遼寧省、內蒙古自治區、黑龍江省相連,并與俄羅斯、朝鮮接壤,地處東北亞地理中心位置;地勢由東南向西北傾斜,呈現出東南高、西北低的特征,屬于溫帶大陸性季風氣候;截至2022年底,全省轄8個地級市、1個自治州,面積18.74萬平方千米。2022年末,吉林省總人口為2347.69萬人,其中城鎮常住人口1496.18萬人,城鎮化率為63.73%。
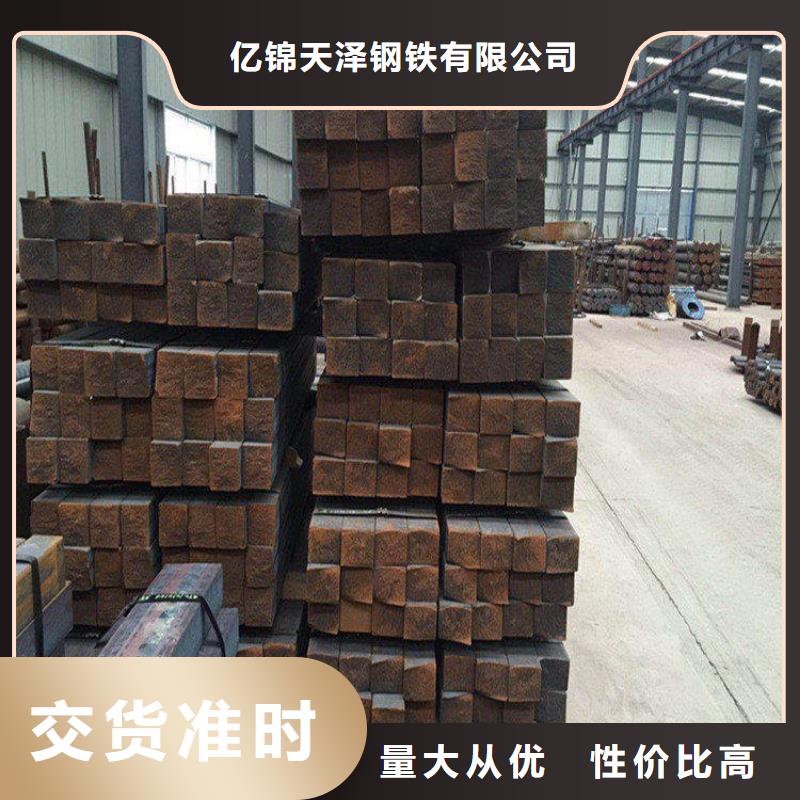
球墨鑄鐵型材經過特殊處理變為石墨球細小的薄片。這使得該球,使延性鑄鐵和鋼的改進的比率,具有更優異的物理性能進行比較。這是碳的球狀觀結構,具有更韌性如此良好的延展性和耐沖擊性,并且在片材的內側的鑄鐵原因沒有延展性的表格。鑄鐵的韌性內的球形結構,后處理,可以很容易地產生的石閥門制造時墨片內部裂紋的現象。對鼓肚缺陷,在鑄鐵型材的水平連鑄過程中采用反弧度法工藝,即通過新型的石墨套與引錠裝置來實現的,通過實施反弧度法工藝,鑄鐵型材的鼓肚現象得到有效。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。億錦鑄鐵型材一直以客戶為中心、為客戶創造價值的理念、以品質、服務來贏得市場,衷心希望能與社會各界合作,共創成功,共創輝煌。相關業務歡迎垂詢。球墨鑄鐵是一種度鑄鐵材料,其綜合性能接近于鋼,被成功地用于鑄造一些受力復雜,強度、韌性、耐磨性要求較高的零件。所謂“以鐵代鋼”,主要指球墨鑄鐵。 球墨鑄鐵件的性能接近碳鋼,但它鑄造性能好容易成型,加工性能優于鑄鋼,比鋼更耐熱、耐蝕、耐磨。球墨鑄鐵的抗拉強度、塑性和韌性要比碳鋼低。
億錦天澤鋼鐵有限公司

球化反應控制的關鍵是鎂的吸收率,溫度高,反應激烈,時間短,鎂燒損多,球化效果差;溫度低,反應平穩,時間長,鎂吸收率高,球化效果好。因此,一般在保證足夠澆注溫度的前提下,宜盡可能降低球化處理溫度,控制在1420~1450℃。在鑄鐵中,碳能以化合態的滲碳體和游離狀態的石墨兩種形式存在,游離狀態的石墨容易形成片狀結構。這是由于石墨的晶格為簡單六方晶格,基面中的原子間距142nm,原子間結合力較強;而兩基面間的面間距340nm,因基面間距較大,原子間結合力較弱,故結晶時易形成片狀結構,且強度、塑性和韌性極低,接近于零,硬度僅為3HBS。
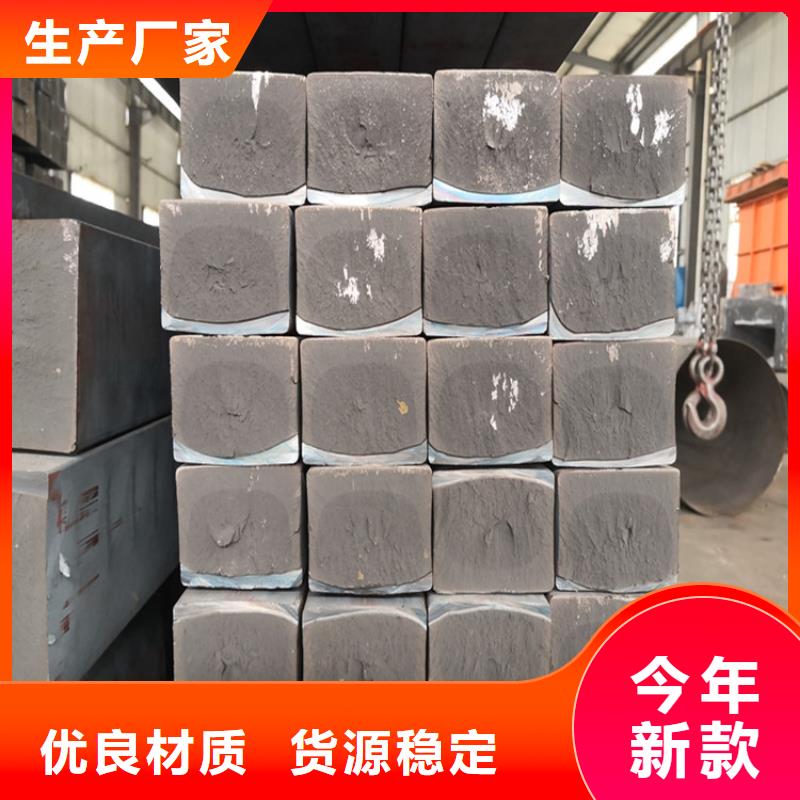
優化設計后得到的鑄鐵型材新生產線,能夠滿足 尺寸為400mm的鑄鐵型材的生產,且生產鑄鐵型材的工序簡化,各設備的結構組成更為簡單合理.鑄鐵型材中的夾雜物主要聚集分布在其中心線上方約3/4半徑處,其中大尺寸的夾雜物主要來源于球化和孕育處理,因此解決鑄鐵型材內部夾雜問題的關鍵是控制球化和孕育處理的相關參數.對于鑄鐵型材表面存在的疤皮缺陷,鑄鐵型材具有組織均勻致密;耐壓氣密性好;減磨性能強;表面質量光潔;尺寸精度高:加工余量小;硬度分布均勻;抗拉伸強度高無縮松氣孔夾渣砂眼等缺陷機械性能優越其中為顯著的特點是具有度和高韌性相結合以及優良的抗疲勞性能。


高速機車轉向架ADI套利用鑄鐵型材制造,壽命比原來提高4倍多,取得了良好的社會效益和經濟效益。連鑄型材ADI活塞環,節油20%以上,使用壽命大于15萬公里。連鑄型材加工ADI剪切刀片與T10鋼經熱處理的傳統剪切刀片相比,使用壽命可提高1.24倍。利用合金化的連鑄球鐵型材生產的某柱塞泵部件,石墨球圓整,球化率高,具有度、高耐磨和耐高壓性,完全達到技術要求。鑄鐵型材在重工業中需求量大,被廣泛應用于交通運輸、機床、印刷、農業機械等支柱行業。但由于在率次實驗過程中,剛開始生產鑄鐵型材時的拉拔速度比較慢、拉拔周期較長,使鑄鐵型材在結晶器的停留時間過長,導致在扁平方向上鑄鐵型材頂部略微向下凹,當拉拔參數調整合適時,下凹及鼓肚現象基本消失。反弧度法工藝制各的鑄鐵型材組織更為均勻,力學性能更為優良。與實施反弧度法之前的鑄鐵型材相比,實施反弧度法之后的鑄鐵型材硬度得到提高,組織更為均勻,并且其抗拉強度指標高于鑄鐵型材標準(JBT10854-2008水平連續鑄造鑄鐵型材) 性能要求。同時,伸長率指標均超過LZQT500-7規定的指標。與拉伸性能結果類似,反弧度法試樣的抗壓強度高于未實施反弧度法試樣的抗拉強度。但是如果我們長期合作還是可以享受到一定的折扣服務,這樣的鑄鐵型材商家也是我們的。選擇鑄鐵型材廠家的時候也要對比一下對方的市場口碑,在行業中口碑較好的廠家才是佳的選擇。擁有一個好口碑的廠家至少證明了其產品的質量還是不錯的,也得到了消費者的認可。

總結 聯系人:邢濤,電話:【18954456733】,億錦天澤鋼鐵(吉林省分公司)在吉林省本地專業從事QT400球墨方鋼廠家,吉林省各個縣市以及周邊吉林省 長春市、吉林市、四平市、遼源市、通化市、延邊市城市均可提供送貨上門服務!