


更新時間:2025-05-30 09:46:27 ip歸屬地:揭陽,天氣:多云,溫度:21-29 瀏覽次數:2 公司名稱:聊城 山特金屬制品(揭陽市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 批發 |
| 發貨期限 | 1-3天 |
| 供貨總量 | 100 |
| 運費說明 | 電議 |
| 小起訂 | 1支訂 |
| 質量等級 | 1級 |
| 是否廠家 | 生產廠 |
| 產品材質 | 235b等 |
| 產品品牌 | 山特金屬 |
| 產品規格 | 齊全 |
| 發貨城市 | 山東 |
| 產品產地 | 山東 |
| 加工定制 | 可加工 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 產品重量 | 噸 |
| 產品顏色 | 碳黑 |
| 質保時間 | 1-5年 |
| 外形尺寸 | 300-6000 |
| 適用領域 | 管道 |
| 是否進口 | 否 |
| 質量認證 | 3年 |
| 產品功率 | 32 |
| 工作溫度 | 常溫 |
| 公司品牌 | 山特金屬 |
| 材質 | Q235A、Q235B、Q235C、Q355B、Q355C、Q345R、O355R、45# 、16MN等、 |
| 橢圓度 | 正負3MM |
| 執行標準 | GB/T50205-2001 GB/T3092-2001 |
| 適用區域 | 電力 化工 設備 管道 電機殼等 |
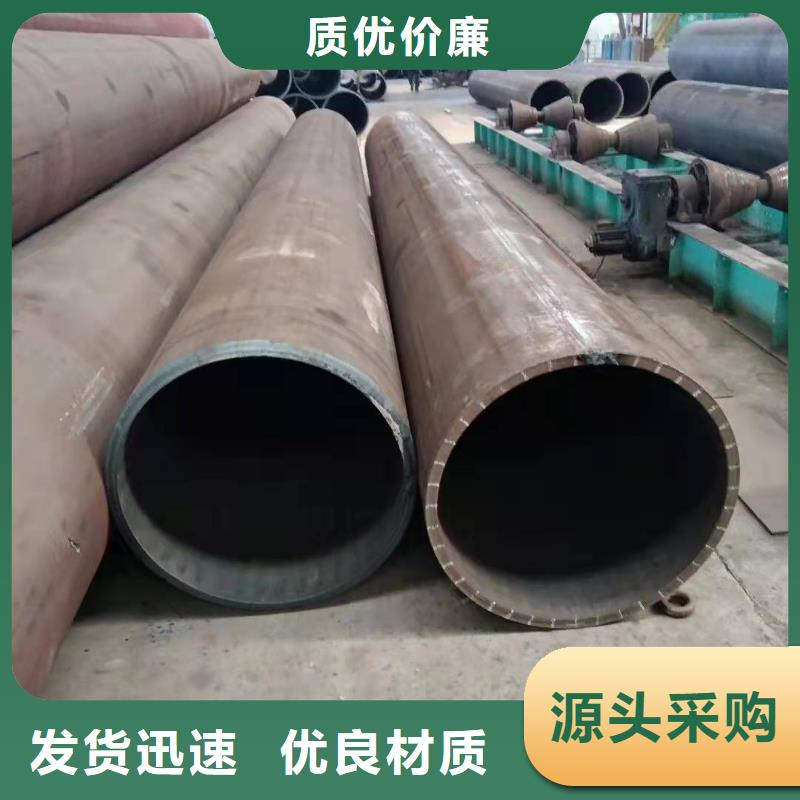




螺旋縫自動埋弧焊接鋼管按輸送介質的壓力高低分為甲類管和乙類管兩類。甲類管一般用普通碳素鋼Q235、Q235F及普通低合金結構鋼16Mn焊制,乙類管采用Q235、Q235F、Q195等鋼材焊制,用作低壓力的流體輸送管材
b.螺旋縫高頻焊接鋼管 螺旋縫高頻焊接鋼管,尚沒統一的產品標準,一般采用普通碳素鋼Q235、Q235F等鋼材制造。
按用途分類
直縫鋼板卷管加工廠家按用途又分為一般焊管、鍍鋅焊管、吹氧焊管、電線套管、公制焊管、托輥管、深井泵管、汽車用管、變壓器管、電焊薄壁管、電焊異型管和螺旋焊管。
一般焊管:一般焊管用來輸送低壓流體。用Q195A、Q215A、Q235A鋼制造。也可采用易于焊接的其它軟鋼制造。鋼管要進行水壓、彎曲、壓扁等實驗,對表面質量有一定要求,通常交貨長度為4-10m,常要求定尺(或倍尺)交貨。焊管的規格用公稱口徑表示(毫米或英寸)公稱口徑與實際不同,焊管按規定壁厚有普通鋼管和加厚鋼管兩種,鋼管按管端形式又分帶螺紋和不帶螺紋兩種。
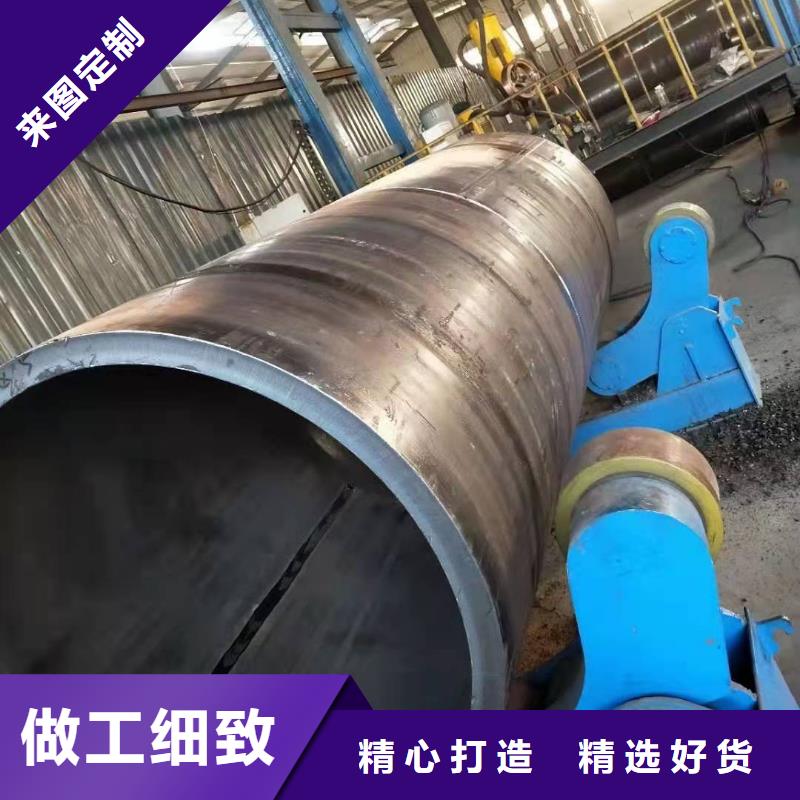
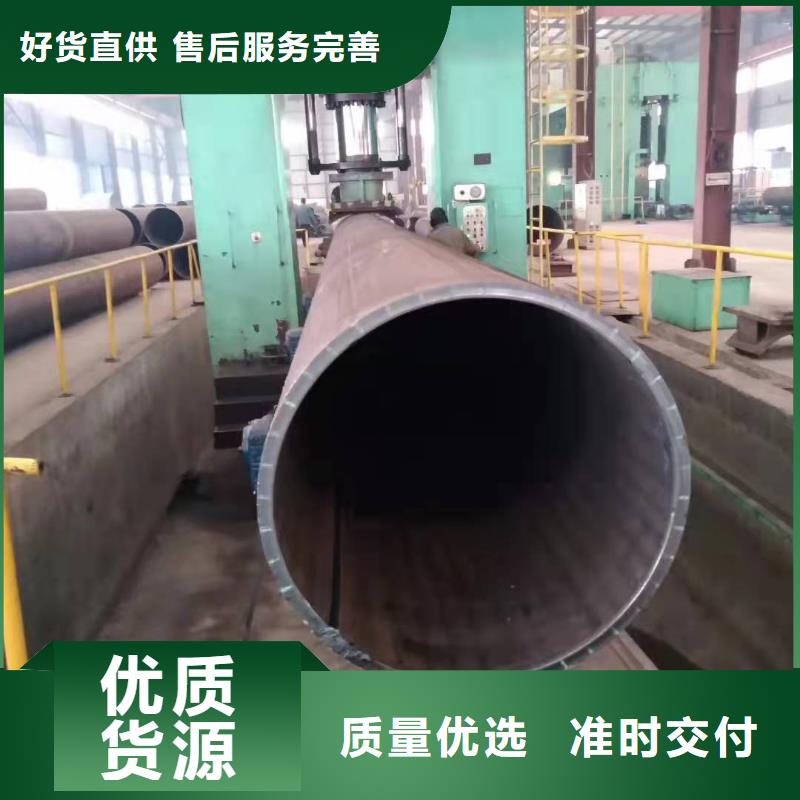
山特金屬有限公司卷板機(又稱卷筒機、卷圓機、卷管機等):電動卷板機適用于2mm以上金屬薄板的卷圓(窄板的話可以到20mm),多齒輪帶動,三輥同時轉動,板材不打滑,不磨板。改善了以往卷小規格板材打滑的弊端。卷輥長度(有效卷板寬度)可以根據客戶要求,廣泛應用于通風管道,石油管道,保溫管道,防塵,消音等各行業,用途非常廣泛,價廉物美,產品實行保修一年。一、性能特征:萬柏林2毫米彩鋼板卷筒機型號鐵板卷圓機規格1、電動卷板機一般為不對稱三輥結構,采用無縫管,外形美觀;2、與單平口咬口機及聯合角,單品咬口合縫機配套使用,可實現卷圓工作的機械化。3、該機器精良,操作簡單,極大地提高了勞動生產率,降低了操作者的勞動強。度。二、技術參數:1、板材厚度:16mm以內;2、鋼板卷管的直徑:800mm;3、卷圓長度:2000mm;三、主要部分及結構說明:萬柏林2毫米彩鋼板卷筒機型號鐵板卷圓機規格電動卷板機主要由機架部分、機芯部分和電器控制部分組成。1、機架部分:由角鋼和槽鋼焊接而成,具有良好的剛性,板材表面平整美觀,機器小巧便于操作。2、機芯部分:由不對稱的三根輥輪組成,具有嚴謹穩定的結構。3、傳動系統:電機在機架底部,經皮帶和齒輪組件傳動,使上面三根對稱的輥輪同步運轉,以完成加速。
鋼板卷管鋼板卷筒殼電注作品圖片附件預覽71卷筒殼電機71卷筒殼電機分解圖71卷筒殼電機裝配體71卷筒殼電機四視圖ID文件名稱文件格式文件大小(KB)操作正在加載...請等待或重新刷新本頁面!圖紙簡介該電機為71機座號立式大法蘭安裝方式電機,出軸配皮帶專用,該圖紙按現有生產產品比例建模,可下載后直接使用或修改后使用,全文件為原生SW2017版本含參數可編輯。發布作者:圖紙格式:sldasm、sldprt圖紙版本:Solidworks2017文件大小:10.99MB所需積分:20沐風幣可否編輯:可進行編輯,含參數下載地址(所需金額:20沐風幣)立即下載(10.99MB)已有人關注
鋼板卷管 鑄造卷筒裂紋是一種在較高溫度下形成的裂紋在體積收縮較大的合金和形狀較復雜的鑄件容易出現。?
產生原因:?
1.鑄件結構設計不合理,有尖角,壁的厚薄變化過于懸殊?
2.砂型(芯)退讓性不良?
3.鑄型局部過熱?
4.澆注溫度過高?
5.自鑄型中取出鑄件過早?
6.熱處理過熱或過燒,冷卻速度過激?1、鋁和其他軟金屬?