



數控等離子切割機-1500w光纖激光切割機品質保證實力見證的詳細視頻已經上傳,我們的視頻將帶您領略產品的獨特設計、卓越品質以及出色性能,讓您對它有更深刻的認識和了解。
以下是:江蘇數控等離子切割機-1500w光纖激光切割機品質保證實力見證的圖文介紹

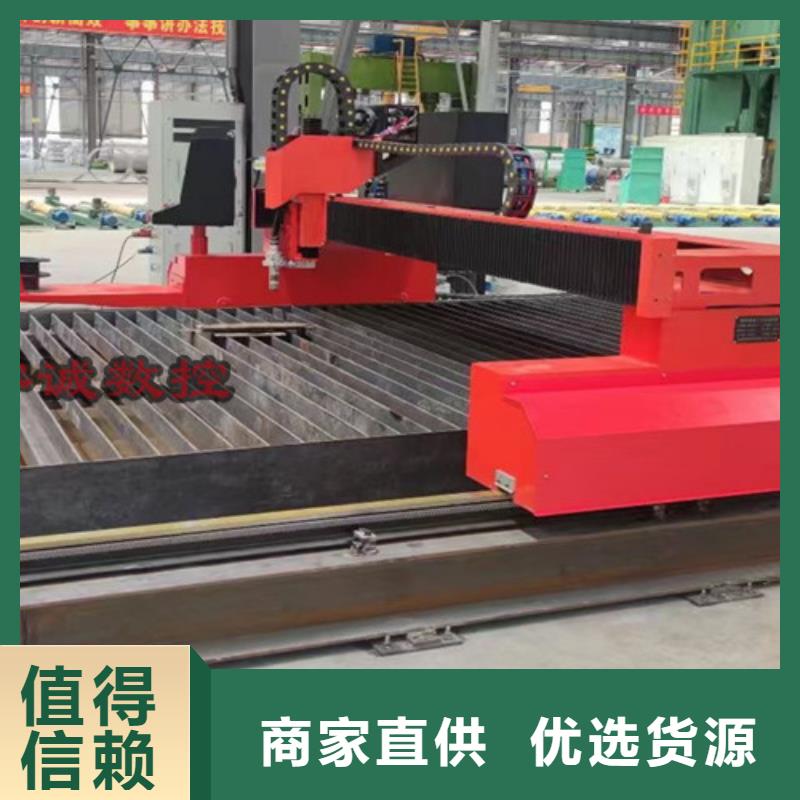
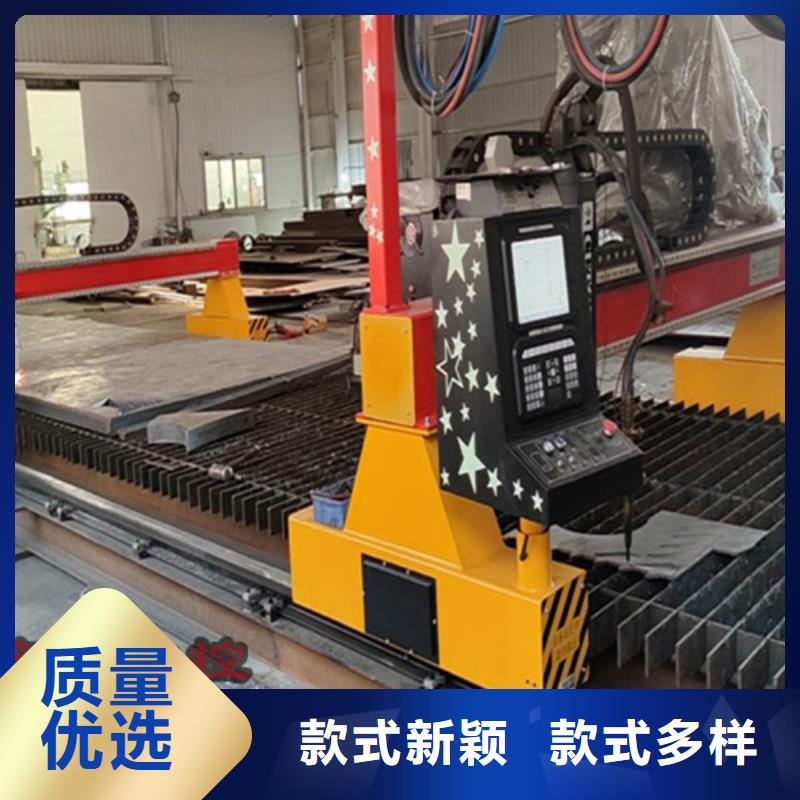
數控等離子切割機與激光切割機的比較
數控等離子切割機是一種新型的熱切割設備,它的工作原理是以壓縮空氣為工作氣體,以高溫高速的等離子弧為熱源、將被切割的金屬局部熔化、并同時用高速氣流將已熔化的金屬吹走、形成狹窄切縫。
等離子切割機可用于不銹鋼、鋁、銅、鑄鐵、碳鋼等各種金屬材料切割,不僅切割速度快、切縫狹窄、切口平整、熱影響區小,工件變形度低、操作簡單,而且具有顯著的節能效果。等離子切割機適用于各種機械、金屬結構的制造、安裝和維修,作中、薄板材的切斷、開孔、挖補、開坡口等切割加工。
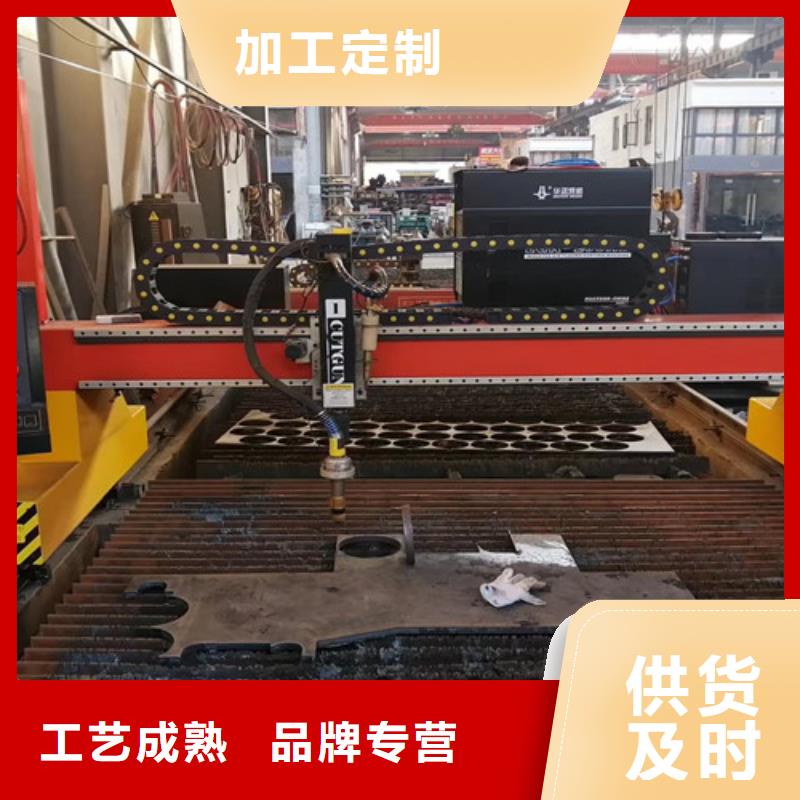
激光切割是利用高功率密度的激光束掃描過材料表面,在極短時間內將材料加熱到幾千至上萬攝氏度,使材料熔化或氣化,再用高壓氣體將熔化或氣化物質從切縫中吹走,達到切割材料的目的。
激光切割,由于是用不可見的光束代替了傳統的機械刀,激光刀頭的機械部分與工作無接觸,在工作中不會對工作表面造成劃傷;激光切割速度快,切口光滑平整,一般無需后續加工;切割熱影響區小,板材變形小,切縫窄(0.1mm~0.3mm);切口沒有機械應力,無剪切毛刺;加工精度高,重復性好,不損傷材料表面;數控編程,可加工任意的平面圖,可以對幅面很大的整板切割,無需開模具,經濟省時。
就切割精度而言,等離子能達到1mm以內,激光能達到0.2mm以內;在成本上等離子切割機相對于激光切割機來說要便宜的多,在加工精度上等離子切割相對于激光切割一個是粗加工,一個是精細加工!
等離子切割是利用高溫等離子電弧的熱量使工件切口處的金屬局部熔化(和蒸發),并借高速等離子的動量排除熔融金屬以形成切口的一種加工方法。
等離子切割發展到現在,等離子切割機可采用的工作氣體(工作氣體是等離子弧的導電介質,等離子切割機又是攜熱體,同時還要排除切口中的熔融金屬)對等離子弧的切割特性以及切割質量、速度都有明顯的影響。常用的等離子弧工作氣體有氬、氫、氮、氧、空氣、水蒸氣以及某些混合氣體。
等離子切割機廣泛運用于汽車、機車、壓力容器、化工機械、核工業、通用機械、工程機械、鋼結構等各行各業!


數控等離子切割機在使用時要注意掌握一些細節,不然容易因為切割質量不穩定,易損件更換頻繁而發生故障。那么數控等離子切割機平時的使用技巧有哪些呢?圖片-----圖片-----1、數控等離子切割機要采用合理的切距按說明書的要求,采用合理的切距,切距即切割噴嘴和工件表面的距離,當穿孔時,盡可能采用正常切距的2倍距離或是采用等離子弧所能傳遞的高度。-----圖片-----2、數控等離子切割機切割應從邊緣開始數控等離子切割機盡量從邊緣開始切割,而不要穿孔切割。數控等離子切割機采用邊緣作為起始點會延長消耗件的使用壽命,所以正確方法是將噴嘴直接對準工件的邊緣后再啟動等離子弧。 圖片-----圖片-----3、數控等離子切割機減少不必要的“起弧(或導弧)”時間起弧時噴嘴與電極的消耗均非常快,所以在開始前,應將割炬放在切割金屬的行走距離內。 -----圖片-----4、數控等離子切割機盡量保持割炬與消耗件的清潔在割炬與消耗件上的任何臟物都會極大地影響等離子系統的功能。更換消耗件時要將其放在干凈的絨布上,要經常檢查割炬的連接羅紋,用過氧化氫類清潔劑清洗電極接觸面還有噴嘴。圖片-----圖片-----5、數控等離子切割機噴嘴不能過載使用 讓噴嘴過載(即超過噴嘴的工作電流),會使噴嘴損壞更快。電流強度應是噴嘴的工作電流的95%。比如:100A的噴嘴的電流強度應設定為95A。圖片-----圖片-----6、數控等離子切割機穿孔厚度要在機器系統的允許范圍內數控等離子切割機不得在超過工作厚度的鋼板上穿孔,一般的穿孔厚度是正常切割厚度的1/2。



華宇誠數控科技(江蘇省分公司)自成立以來,秉承專注”和“提供滿意服務與客戶一起成長”的經營理念,使公司 金屬光纖激光切割機產品在行業內獲得多項榮譽。我們將以“先進的技術、較好的 金屬光纖激光切割機產品、熱忱的服務”為宗旨,服務于用戶,真正能夠為用戶創造價值,同時也為 金屬光纖激光切割機事業貢獻一份力量!


正確設定數控等離子切割機的弧壓自動調高目前數控切割設備在各工業行業的應用逐漸擴大,但在實際應用中操作人員總會遇到各個方面的問題。今天結合我們海斯科技的弧壓調高器來講解一下關于數控切割機自動調高的設定問題。首先將數控等離子切割機系統切割模式設為等離子模式,開啟弧壓調高器電源。接下來就從下面三個方面來設定自動調高器。圖片1.測試手動調高是否運轉正常試按調高器上手動上升(TORCH↑)、下降(TORCH↓)按鈕,觀察割炬運動方向是否正確;在割炬上限位置點按手動上升按鈕,割炬應沒有上升動作,此時按下降按鈕,割炬應下降;在割炬下限位置點按手動下降按鈕,割炬應沒有下降動作,此時按上升按鈕,割炬應上升,確認上限位、下限位動作可靠。若割炬不能上升(或下降),可能是割炬處在上限(下限)位置上,或者上限位開關(下限位開關)損壞。請及時更換損壞的限位開關,否則會因開關不動作導致調高電機損壞。2.初始定位測試按調高器上初始定位(IHS TEST)按鈕,此時,等離子割炬應以初始定位下降脈寬(IHS DOWN PWM)設定的速度向下運動,噴嘴接觸鋼板后停頓,并以初始定位上升脈寬(IHS UP PWM)設定的速度上升定位時間(IHS時間),到達適當的起弧高度停止。起弧高度一般為切割高度的1.5~2倍,根據等離子電源的說明書來設定,如切割高度為1.5mm,其起弧高應該為3mm左右。用戶可以根據切割經驗,調整定位時間來改變起弧高度,以在減少耗材損傷的前提下達到的切割質量。3.弧壓測試按調高器上初始定位(IHS TEST)按鈕,使割炬到達起弧高度,再點按調高器上弧壓測試(ARC TEST)按鈕,起弧成功,觀察弧壓監視窗口中測到的弧壓值。檢測到的弧壓值應該與弧壓設定值相近。若兩者相差太大,請調整弧壓設定值,使之相近,否則,會引起切割時切割高度太高或使割炬在切割過程中撞板,兩種方式下,都會導致切割質量下降,并引起割炬耗材的嚴重損傷 。經過以上測試后,我們就可以開始正式切割了。實際使用中,切割的具體參數和割炬易損件,輸入電壓,空氣壓力...都有關系,操作人員應該積極去了解和學習設備的相關專業知識,從而積累一些使用經驗。以便讓設備發揮出更好的使用效果!



