


走進真實的場景,感受產品的獨特魅力!我們的
散熱器總經銷視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。
以下是:
散熱器總經銷的圖文介紹


長期以來建順金屬制品(吉安市分公司)堅持“發展經濟、服務社會”的經營宗旨,以 散熱器市場為導向,以科技為依托,科學管理,科學決策,不斷總結積累生產技術經驗,積j i引進先進的生產技術和設備,努力提高生產技術水平,提高 散熱器產品科技含量,保持生產技術水平始終處于同行業較前位置。同時建立了一整套完善的售后服務體系,優化 散熱器服務質量,注重服務實效,健全市場管理。跟蹤市場調查,反饋用戶意見,誠實守信,滿足用戶要求,取得良好效果。通過不斷努力,企業管理水平明顯提高, 散熱器規模效益逐步擴大,企業綜合實力不斷增強,企業已迅速邁入經濟發展的快車道,企業發展前景廣闊。



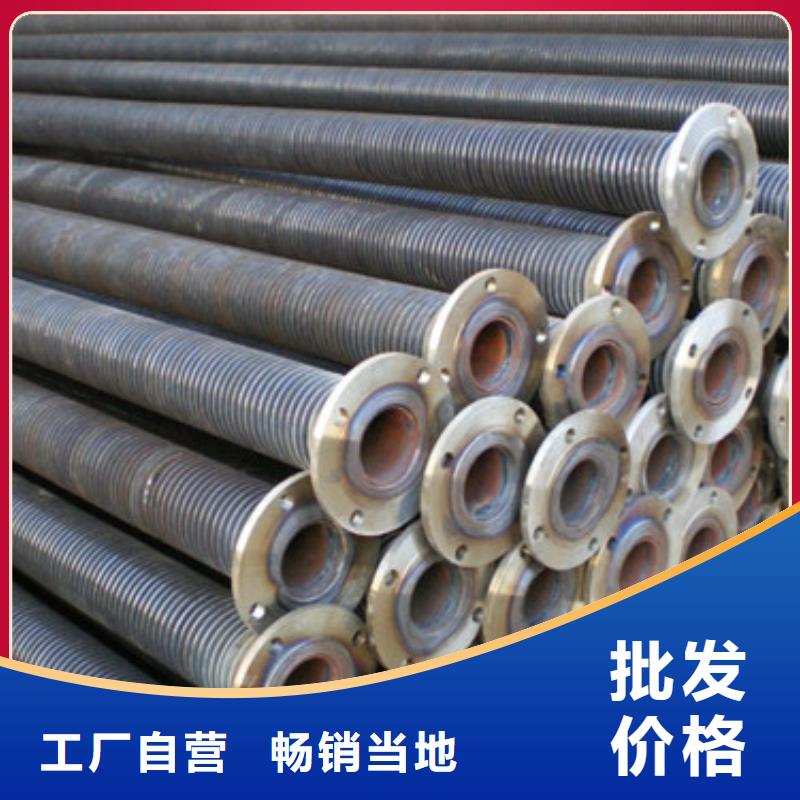
1、當地翅片管因焊接速度快,焊件自冷作用強,故不僅熱影響區小,而且還不易發生氧化,因此焊縫的組織和性能十分優良。2、當地 防腐性能、當地耐磨性能、當地低的接觸熱阻 、當地高的穩定性、當地防積灰能力。3、當地換熱面積大。高頻焊分高頻電阻焊和高頻感應焊兩種。①高頻電阻焊:用滾輪或接觸子作為電極將高頻電流導入工件,適用于管子的連續縱縫對焊和螺旋搭接縫焊、當地鍋爐鰭片管和換熱器螺旋翅片的焊接,可焊管子外徑為1200毫米,壁厚為16毫米,工字鋼的腹極厚度可焊9.5毫米,生產率很高。②高頻感應焊:用感應線圈加熱工件,可焊接外徑為9毫米的小直徑管和壁厚為 1毫米的薄壁管。常用于中小直徑鋼管和黃銅管的縱縫焊接,也可用于環縫焊接,但功率損耗比高頻電阻焊大。影響高頻焊接質量的主要參數是高頻電源的頻率、當地功率、當地工件成形角度、當地擠壓力、當地電極(或感應圈)與擠壓輥之間的距離和焊接速度。主要設備有高頻電源、當地工件成形設備和擠壓機械裝置。高頻焊質量穩定,生產率高,成本較低。適用于率自動生產線,是生產有縫管的先進方法。




翅片管常用材料有碳素鋼、同城低合金鋼、同城不銹鋼、同城銅、同城銅鎳合金、同城鋁合金、同城鈦等。此外還有一些非金屬材料,如石墨、同城陶瓷、同城聚四氟乙烯等。設計時應該根據工作壓力、同城溫度和介質腐蝕性等選用合適的材料。如圖1所示,換熱管在管板上的排列形式主要有正三角形、同城正方形和轉角正三角形、同城轉角正方形。正三角形排列形式可以在同樣的管板面積上排列多的管數,故用得為普遍,但管外不易清洗。為便于管外清洗,可以采用正方形或轉角正方形排列的管束。換熱管中心距要保證管子與管板連接時,管橋(相鄰兩管間的凈空距離)有足夠的強度和寬度。管間需要清洗時還要留有進行清洗的通道。換熱管中心距宜不小于1.25倍的換熱管外徑,常用的換熱管中心距間下表。 常用的換熱管中心距 mm換熱管外徑d010121416192025323538455057換熱管中心距13~14161922252632404448576472

