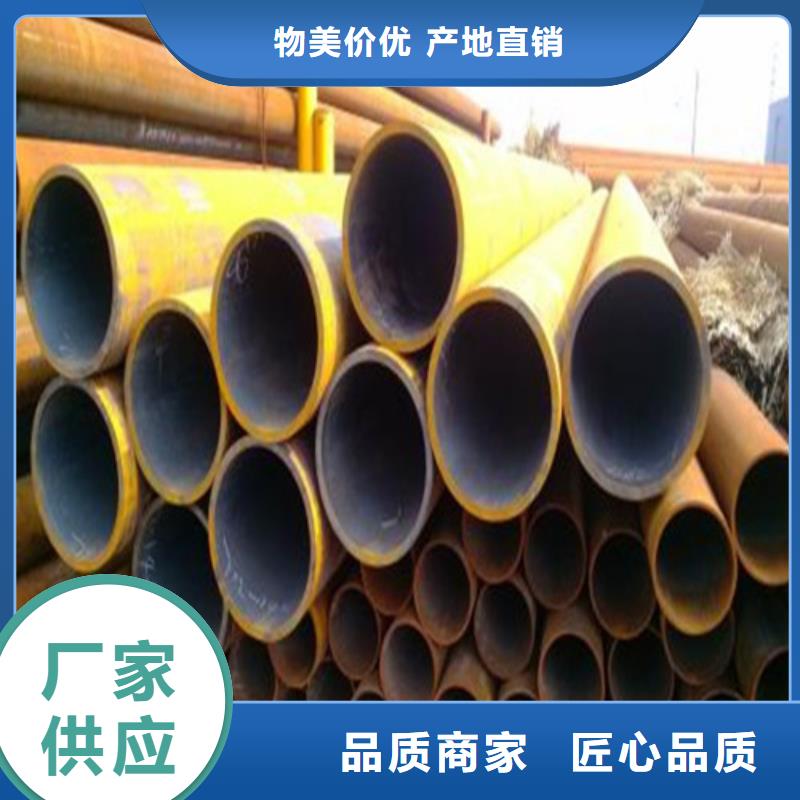






焊接鋼管也稱焊管,是用鋼板或鋼帶經過卷曲成型后焊接制成的鋼管
焊接鋼管 。焊接鋼管生產工藝簡單,生產效率高,品種規格多,設備投資少,但一般強度低于無縫鋼管。20世紀30年代以來,隨著優質帶鋼連軋生產的迅速發展以及焊接和檢驗技術的進步,焊縫質量不斷提高,焊接鋼管的品種規格日益增多,并在越來越多的領域代替了無縫鋼管。焊接鋼管按焊縫的形式分為直縫焊管和螺旋焊管。
直縫焊管生產工藝簡單,生產效率高,成本低,發展較快。螺旋焊管的強度一般比直縫焊管高,能用較窄的坯料生產管徑較大的焊管,還可以用同樣寬度的坯料生產管徑不同的焊管。但是與相同長度的直縫管相比,焊縫長度增加30~,而且生產速度較低。因此,較小口徑的焊管大都采用直縫焊,大口徑焊管則大多采用螺旋焊。
低壓流體輸送用焊接鋼管(GB/T3091-2008)也稱一般焊管,俗稱黑管。是用于輸送水、煤氣、空氣、油和取暖蒸汽等一般較低壓力流體和其他用途的焊接鋼管。
無縫鋼管廠開發生產的熱軋無縫方矩形管適用于汽車車橋用方矩形管,其規格為150mm×160mm×16mm,材質為Q345B,屈服強度≥345MPa,抗拉強度≥510MPa,伸長率≥20%,圓角要求30°~40°,平均硬度153HBW,可滿足用戶要求。攀成鋼無縫鋼管廠開發的熱軋無縫方矩形管,厚度可達18mm, 規格為300mm×300mm。小口徑無縫鋼管無縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實心鋼材相比,在抗彎抗扭強度相同時,重量較輕,是一種經濟截面鋼材,廣泛用于制造結構件和機械零件,如石油鉆桿、汽車傳動軸、自行車架以及建筑施工中用的鋼腳手架等。概述小口徑冷拔無縫鋼管是一種具有中空截面、周邊沒有接縫的圓形,方形,矩形鋼材。無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。小口徑無縫鋼管為保證產品質量,明確購銷雙方產品質量責任,確保小口徑無縫鋼管質量合格,保證產品。
既然大家購買無縫鋼管必然希望使壽命能夠長一些,所以大家該注意無縫鋼管保養。無縫鋼管在工藝上要增加壽命,首先就要對無縫鋼管進行酸洗去除表面氧化皮,然后經過潤滑處理,這樣對鋼管進行酸洗、鈍化表面處理,使表面形成一層保護膜。
如果制作腳架鋼管,屬于不合格產品,一旦在施工過程中,現了任何問題,這都會帶來人員傷亡。雖然在現在,這些地方所使鋼管,都變成了無縫鋼管,但是在市場中,依舊有很多劣質無縫鋼管,我們該怎么去區分呢。
或者是需要,進行彎曲、折疊問題之時。這會讓管道性能變化。可如果使無縫鋼管,由于這種管道,有著中空截面。所以不同管道,也可以進行無縫連接。如果管道需要,經過一些后續操作。由于無縫鋼管,采是熱軋工藝。
如果想要保存好鋼管,這需要修建一個,比較干燥室內儲藏室。這才是可以,保證鋼管不會,在段時間之內生銹。但這個方法,只能治標不能治本。這在每一年當中,都會給郭先生,帶來不小損失。直到有一次,經過朋友介紹,郭先生知道了無縫鋼管。

冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
熱軋無縫鋼管的交貨狀態一般是熱軋狀態經過熱處理后進行交貨。熱軋無縫鋼管在經過質檢后要經過工作人員的嚴格的手工挑選,在質檢后要進行表面涂油,然后緊接著是多次的冷拔實驗,熱軋處理后要進行穿孔的實驗,如果穿孔擴徑過大就要進行矯直矯正。在矯直后再由傳送裝置傳送到探傷機進行探傷實驗, 貼上標簽、進行規格編排后放置到到倉庫當中。
圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。