無縫鋼管27SiMn合金鋼管用的放心
更新時間: 2025-06-05 17:36:12 ip歸屬地:吉安,天氣:晴,溫度:21-34 瀏覽次數:11
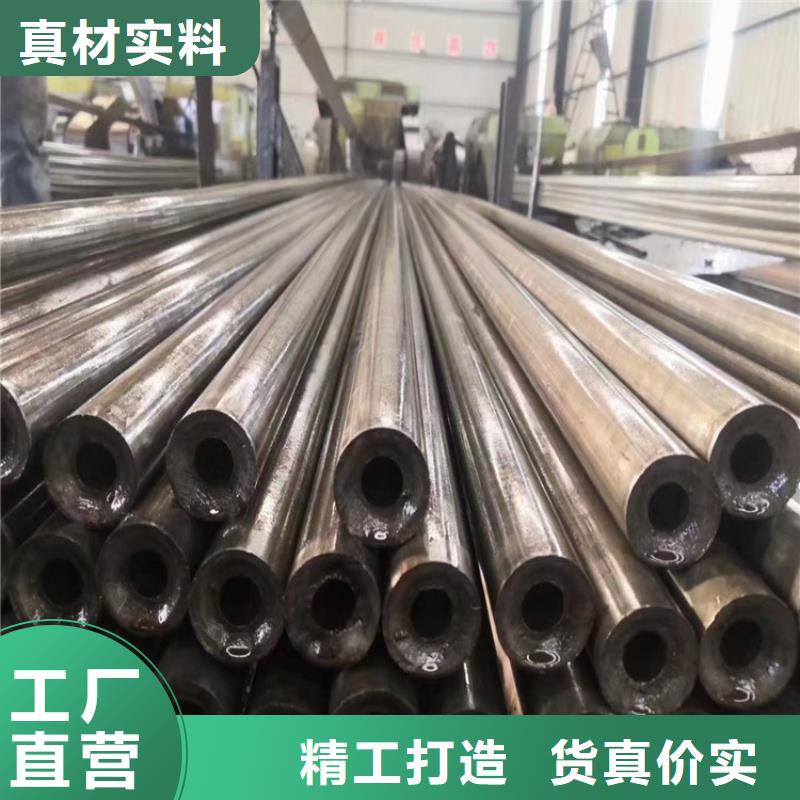
以下是:無縫鋼管27SiMn合金鋼管用的放心的產品參數
| 產品參數 |
|---|
| 產品價格 | 4500/噸 |
|---|
| 發貨期限 | 7天 |
|---|
| 供貨總量 | 1 |
|---|
| 運費說明 | 不等 |
|---|
| 小起訂 | 1噸 |
|---|
| 質量等級 | 一級 |
|---|
| 是否廠家 | 是 |
|---|
| 產品品牌 | 廣順 |
|---|
| 產品產地 | 聊城 |
|---|
| 加工定制 | 是 |
|---|
| 產地 | 聊城 |
|---|
| 品牌 | 廣順物資 |
|---|
| 是否訂購 | 是 |
|---|
| 生產 | 廠家 |
|---|
| 范圍 | 生產基地位于【聊城】,供應范圍覆蓋江西省 南昌市、景德鎮市、九江市、贛州市、萍鄉市、新余市、吉安市、上饒市、撫州市、宜春市 吉州區、青原區、吉水縣、峽江縣、新干縣、永豐縣、泰和縣、遂州縣、萬安縣、安福縣、永新縣、井岡山市等區域。 |
|---|
以下是:無縫鋼管27SiMn合金鋼管用的放心的圖文視頻
導讀 無縫鋼管27SiMn合金鋼管用的放心,廣順物資
(吉安市分公司)為您提供無縫鋼管27SiMn合金鋼管用的放心的資訊,聯系人:李經理,發貨地:經濟技術開發區東昌東路路星美大廈1棟1308室。 江西省,吉安市 元初,取“吉泰民安”之意改稱“吉安”。2000年5月11日,撤銷吉安地區,成立地級吉安市。吉安市境內有佛教圣地——青原山,產生了禪宗青原派,吉安因此名揚海內外。廬陵文化是吉安江右人創造出來的區域性文化,是江右文化的重要支柱。吉安有革命搖籃井岡山、武功山、羊獅慕、白鷺洲書院、吉州窯、廬陵文化生態園、文天祥紀念館、渼陂古村、陂下古村、燕坊古村、快閣、槎灘陂等景區景點。吉安市先后獲中國旅游城市、全國雙擁模范城市、森林城市、園林城市、全國綠化模范城市、全國文明城市、衛生城市等榮譽稱號。吉安也是長江中游城市群重要成員。
我們的無縫鋼管27SiMn合金鋼管用的放心視頻現已上線,它比任何文字描述都能更直觀地展示產品的魅力。請點擊觀看。
以下是:無縫鋼管27SiMn合金鋼管用的放心的圖文介紹

廣順物資
(吉安市分公司)自成立以來,緊密依托大平臺,按照“專業化、規范化、市場化”的經營原則,堅持“差異化競爭、精細化營銷、專業化經營、集約化發展”的市場策略,拓展【合金鋼管】業務,為客戶提供、優質、的服務,與客戶共同興業、共同成長。



2.無縫鋼管幾何尺寸及外形檢查:①鋼管壁厚檢查:千分尺、超聲測厚儀,兩端不少于8點并記錄。②鋼管外徑、橢圓度檢查:卡規、游標卡尺、環規,測出 點、小點。③鋼管長度檢查:鋼卷尺、人工、自動測長。④鋼管彎曲度檢查:直尺、水平尺(1m)、塞尺、細線測每米彎曲度、全長彎曲度。⑤鋼管端面坡口角度和鈍邊檢查:角尺、卡板。



無縫鋼管對于輕鋼結構來說,引用相關資料如下:在所有的吊車梁標準圖中,都有規定“翼緣和腹板的工廠拼接接頭不應設在同一截面內,應錯開>=200mm,鋼結構吊車梁翼緣和腹板拼接位置應設在離支座1/3L~1/4L之間”就是把拼接接頭位置設置在彎矩小的位置。 Q235B鋼管是以帶鋼卷板為原材料,經常溫擠壓成型,以自動雙絲雙面埋弧焊工藝焊接而成的鋼管。原材料即帶鋼卷,焊絲,焊劑。在投入前都要經過嚴格的理化檢驗。 帶鋼頭尾對接,采用單絲或雙絲埋弧焊接,在卷成鋼管后采用自動埋弧焊補焊。 成型前,帶鋼經過矯平、剪邊、刨邊,表面清理輸送和予彎邊處理。采用電接點壓力表控制輸送機兩邊壓下油缸的壓力,確保了帶鋼的平穩輸送。采用外控或內控輥式成型。采用焊縫間隙控制裝置來保證焊縫間隙滿足焊接要求,管徑,錯邊量和焊縫間隙都得到嚴格的控制。 內焊和外焊均采用美國林肯電焊機進行單絲或雙絲埋弧焊接,從而獲得穩定的焊接規范


總結 在江西省吉安市采購無縫鋼管27SiMn合金鋼管用的放心請認準廣順物資
(吉安市分公司),品質保證讓您買得放心,用得安心,廠家直銷,減少中間環節,讓您購買到更加實惠、更加可靠的產品。(聯系人:李經理-【13306351332】,地址:經濟技術開發區東昌東路路星美大廈1棟1308室)。