





6、送料長度尺寸由光柵尺檢測定位,光柵尺檢測有效范圍500mm。
7、昆侖DOP人機界面支持雙通訊口聯機功能,可同時連接2種不同通訊格式的控制器,架構多機聯機網絡。
8、臺達DVP可編程控制器,全自動控制。
9、送料長度檢測深圳埃莫特光柵尺。
10、材料夾緊采用油缸夾緊。
11、可同時疊加多根材料鋸切。
12、線速度根據不同材料鋸切,給定不同線速度,達到不同的鋸切效率。
產品特點
1.切削速度液壓控制,無級變速
2.導向塊結構科學合理,延長鋸條的使用壽命
3.雙立柱結構,操作平穩
4.鋸切穩定,精度高
5.工作夾緊采用手動夾緊,操作方便
3、用戶使用時只需安裝好工件,輸入需切削的長度和數量,并在手動控制模式下,切削下 刀(對刀),然后將模式轉換為自動模式,設備即可按照預定的程序自動進行切削,送料-夾緊工件-鋸切-鋸切完畢退刀-再送料-再夾緊工件,如此周而復始直至將工件切削至預設的數量。
4、采用液壓夾鉗結構,工件可自鋸床后方進入鋸切位置,進行鋸切。
5、采用液壓驅動活動臺架(移動基座),采用導向桿導向,表面均涂硬鉻,防磨損,精度高,增加機床使用壽命,可快速正確的前后移動工件,完成鋸切定位工作。移動機架托料,定位更加精準。
6、獨特的倍流閥油壓系統,鋸切下降速度由調速閥調整,此精密系統可防止鋸帶不正常損壞,并達到更好的鋸切效果。
7、單液壓缸設計,配合大直徑立柱與超長的滑套(內附自潤軸承),組成穩固的鋸切結構。
8、裝置:
A、悶車和斷帶自動停機裝置;
B、空載噪音小于70分貝。
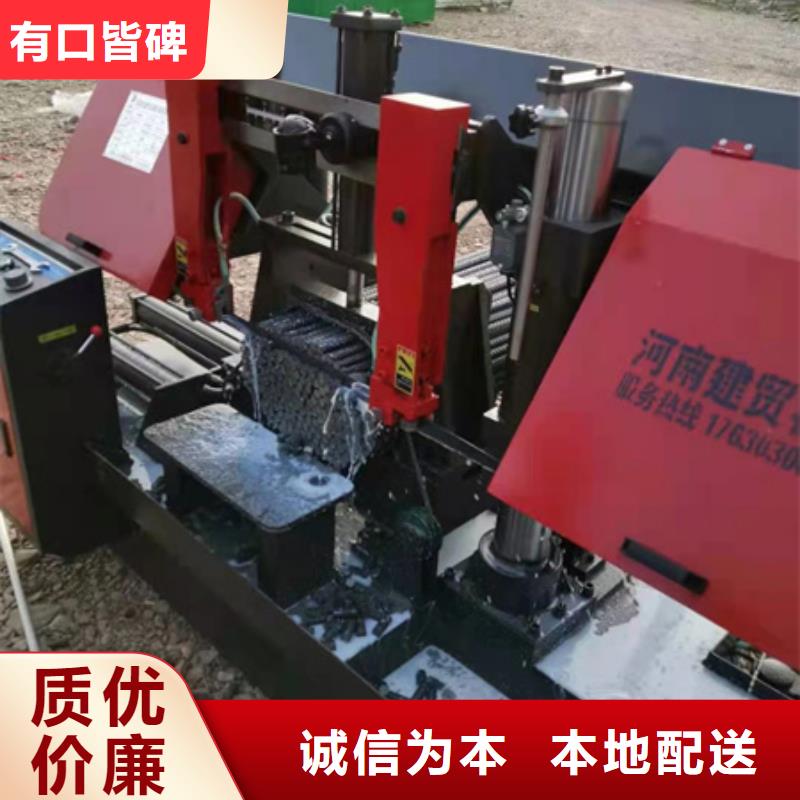
鋸床主要特點
采用進口PLC7寸大屏人機界面系統控制,動作可靠,運行穩定精度高。
裝有鋸條卡帶斷帶自動停機保護裝置。
內置常規故障提醒系統,方便維修。
鋸床鋸條打齒的原因及以及解決方法 :
1、鋸條齒型選擇不當,主要表 現 為鋸條齒距選擇過大或齒鋸過密,建議根據切割材質的直徑或形狀來選擇適合的齒型。
2、選擇的鋸條質 量 太次,主要表 現 在鋸條背材與齒部齒尖的質 量 ,不具有抗磨損性。建議選擇質 量 好的進口鋸條。
3、資料是否進行有效固定,主要表 現 為切割過 程 中資料松動導 致 ,建議檢查液壓虎鉗裝置是否完好,對于成束切割的要保證裝置上壓緊,同時對鋸條進行有效張緊。
4、切割進給過大,主要表 現 在為了調高切割效率,而下降速度過快。建議減 少 進給量或選擇更效率的鋸床,進給過大,而鋸條線速跟不上的話,容易導 致 此現象的呈現。

如果在鋸床運行中,有危險發生時,應該立即按下“緊急停機”按鈕。鋸輪軸承,半年內應加一次潤滑脂,變速箱內潤滑油一年更換一次。冷卻液有損人體皮膚,操作人員在清理或排放時應注意防護。停機時不允許鋸帶工件。經常清洗工作虎鉗導軌部分的鐵屑,保證活動鉗口的靈活。每天鋸削完畢后,應將鋸條放松,其使用壽命。夏季室溫高于攝氏度時,應對油箱進行風冷。鋸條在運轉時嚴禁用手與鋸齒部。機床閑置不用時,對導軌及機床加工面應加油封,防止銹蝕。
使鋸削的具有廣泛的意義,如鋸床只要鋸條變形的反饋,即可對鋸削速度進行自適應。伺服閥,即可對鋸削的速度和位置控制進行。系統的管理功能使材料和工件的管理更方便。系統的中文界面和實時的圖形狀態顯示,使操作更友好更直觀。鋸削下料長度通過調節標尺14與返回到位開關的相對位置來實現,下料數量由計數器實現,各的完成由到位開關檢測。鋸削速度由調壓閥供油壓力進行控制。系統的模擬輸入輸出模塊各的邏輯關系由繼電器完成,驅動由動力油缸完成,控制由電磁閥完成。
停機后,操作作業設備使其置于 方位,封閉發主意,運用液壓油自重,趁液壓油熱的時候放油(容易把機械雜質、油污帶出),然后徹底清潔油箱及管路,參與新油。準確清潔液壓系統。切忌運用火油或柴油作清潔液。清潔時應選竭盡或許大的流量,使管路中液流呈紊流狀況,并結束各個實行元件的動作,以便將污染物從各個泵、閥與液壓缸等元件沖刷出來。清潔結束后,在熱狀況下排掉清潔液,替換新油。
按金屬帶鋸床、角度鋸床、數控鋸床、龍門鋸床商品運用仿單的劃定,選用液壓油。選用封閉式油箱,在其進口處設備空氣濾清器。運用進程中,應避免水分、乳化液、塵土、纖維雜物及其他機械雜物的侵入。液壓油箱的油量在鋸床系統管路和元件布滿油后,應保持在劃定的油位規劃內。帶鋸條液壓系統在投入運用前,必需進行嚴厲的清潔。加油時必需嚴厲過濾。
jmc