







佳木斯無縫鋼管標準:
1.現行無縫鋼管標準:共有47項 其中:GB/T25 項 HB3 項 特殊用途19項;基礎 2項 產品 45項
2.佳木斯無縫鋼管常用標準:
① GB/T2102-2018 鋼管的驗收、包裝、標志和質量證明書。
② GB/T17395-2008 無縫鋼管尺寸、外形、重量及允許偏差。
③ GB/T5310-2018 高壓鍋爐用無縫鋼管。
④ GB/T9948-2018 石油裂化用無縫鋼管。
⑤ GB/T6479-2018 高壓化肥設備用無縫鋼管。
⑥GB/T18248-2018 氣瓶用無縫鋼管。
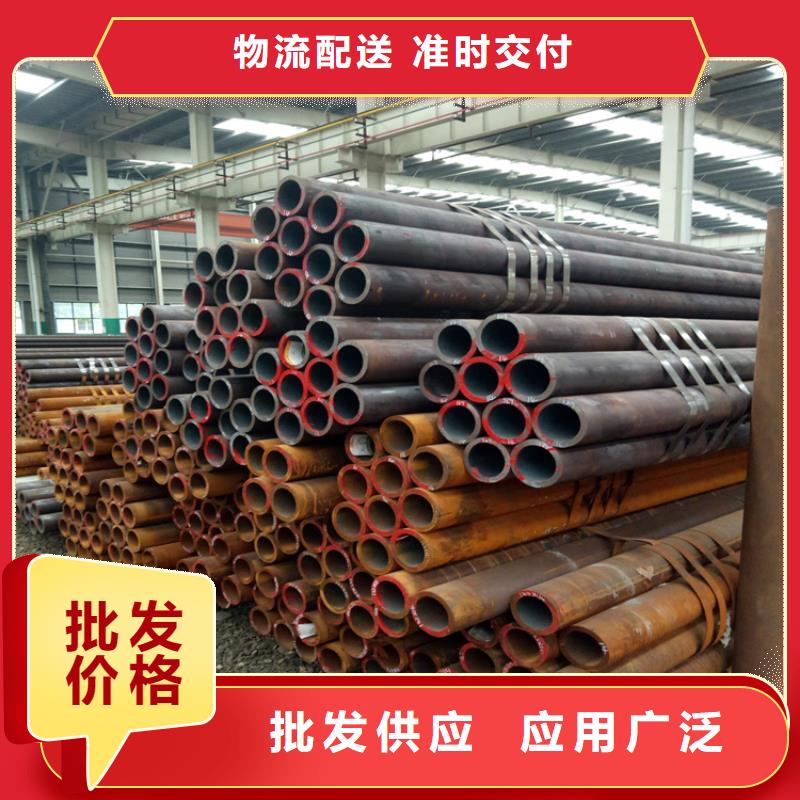
佳木斯無縫鋼管圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫 佳木斯無縫鋼管是用鋼錠或實心管坯經穿孔制成毛管,然后經熱軋、冷軋或冷撥制成。無縫鋼管的規格用外徑*壁厚毫米數表示。
熱軋無縫管外徑一般大于32mm,壁厚2.5-200mm,冷軋無縫鋼管外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm,冷軋比熱軋尺寸精度高。
佳木斯無縫鋼管生產工藝
①熱軋無縫鋼管主要生產工序(△主要檢驗工序):
管坯準備及檢查△→管坯加熱→穿孔→軋管→鋼管再加熱→定(減)徑→熱處理△→成品管矯直→精整→檢驗△(無損、理化、臺檢) →入庫
②佳木斯無縫鋼管冷軋(拔)無縫鋼管主要生產工序:
坯料準備→酸洗潤滑→冷軋(拔)→熱處理→矯直→精整→檢驗
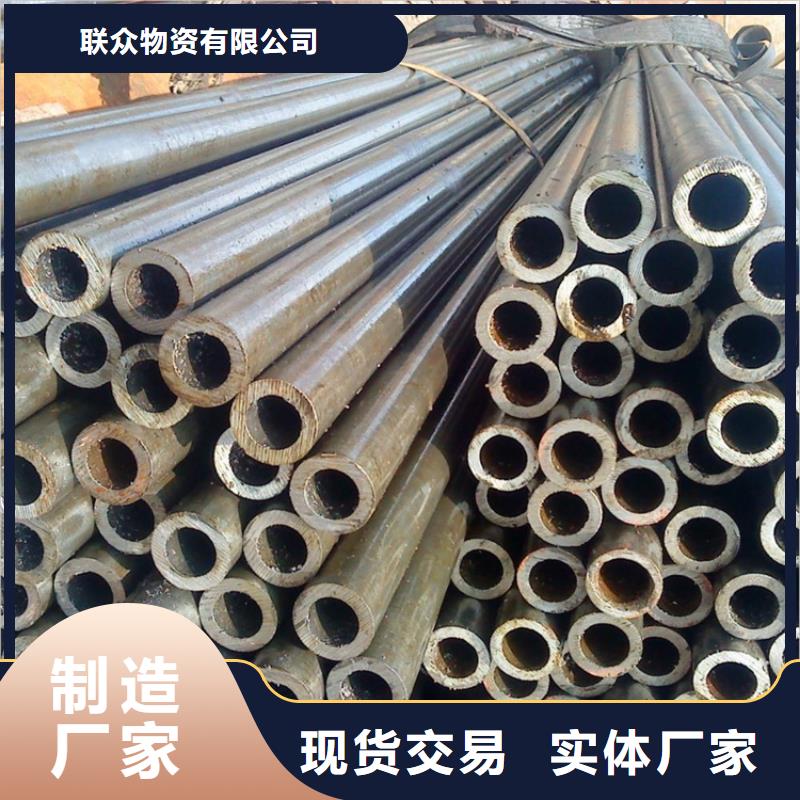
佳木斯無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。
鋼佳木斯無縫鋼管工藝性能檢驗過程:
①壓扁試驗:圓形試樣 C形試樣(S/D>0.15) H=(1+2)S/(∝+S/D)
L=40~100mm 單位長度變形系數=0.07~0.08
②環拉試驗:L=15mm 無裂紋為合格
③擴口和卷邊試驗:頂心錐度為30°、40°、60°
④彎曲試驗:可代替壓扁試驗(對大口徑管而言)
6.鋼佳木斯無縫鋼管金相分析:
①高倍檢驗(微觀分析):非金屬夾雜物100x GB/T 10561 晶粒度:級別、級差
組織:M、B、S、T、P、F、A-S
脫碳層:內、外。
A法評級:A類-硫化物 B類-氧化物 C類-硅酸鹽 D-球狀氧化 DS類。
②低倍試驗(宏觀分析):肉眼、放大鏡10x以下。
a. 酸蝕檢驗法。
b. 硫印檢驗法(管坯檢驗,顯示低培組織及缺陷,如疏松、偏析、皮下氣泡、翻皮、白點、夾雜物等。
c. 塔形發紋檢驗法:檢驗發紋數量、長度及分布。
