



我們精心制作的流體無縫管生產廠家產品視頻已經準備就緒,【一睹真容!】產品視頻,呈現產品魅力!
以下是:流體無縫管生產廠家的圖文介紹

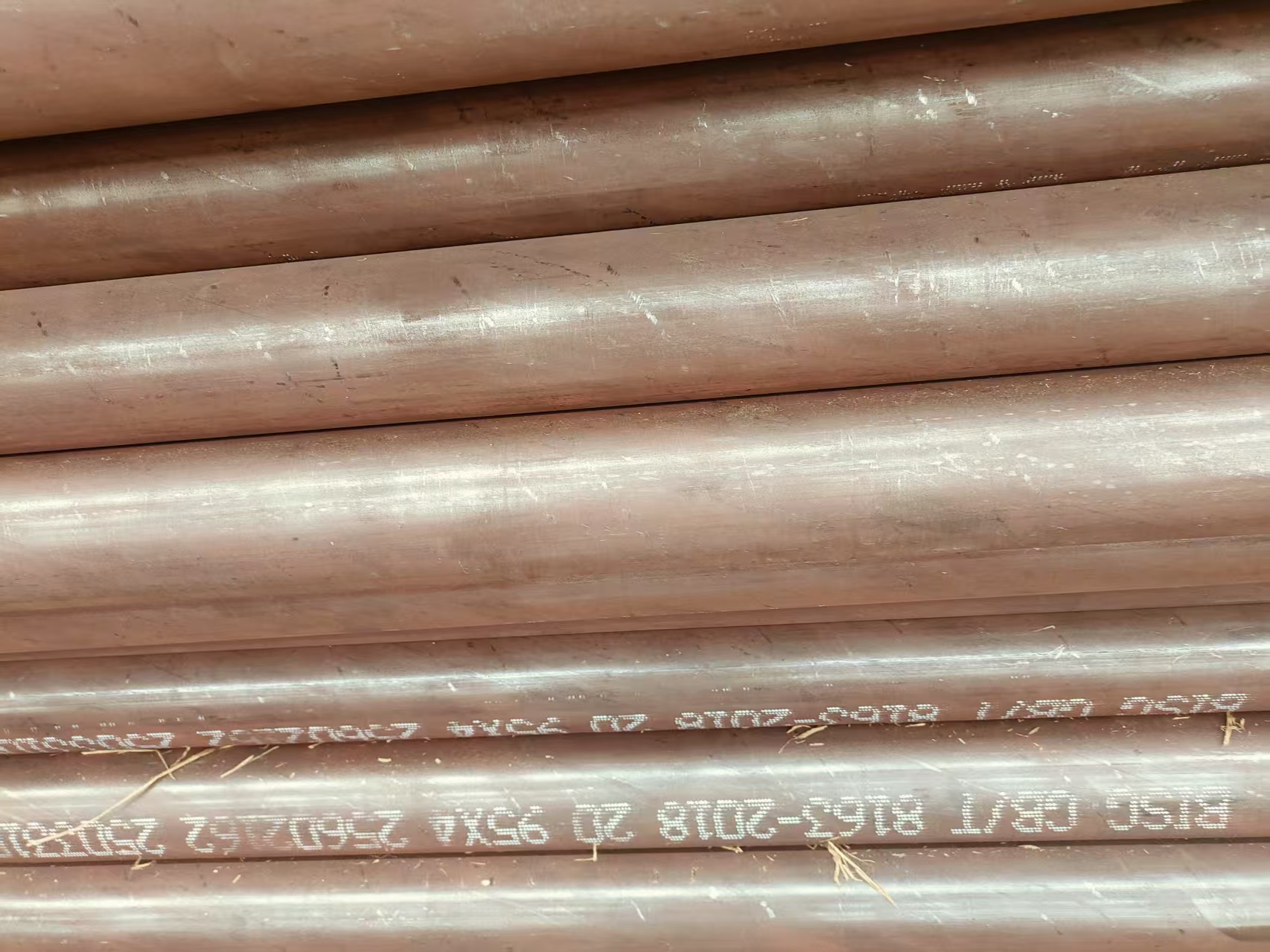
一般的無縫鋼熱軋工藝的流程如下:首先,將圓管坯進行加熱處理,隨后進行穿孔操作。接著,通過三輥斜軋、本地連軋或擠壓的方式對管坯進行變形。完成變形后,進行脫管處理,隨后進行定徑(或減徑)操作,以確保無縫鋼管的尺寸精度。完成這些步驟后,無縫鋼管需經過冷卻、同城矯直等工序,并進行水壓試驗(或探傷)以確保質量。,對合格的無縫管進行標記并入庫。管生產,主要采用冷拔與熱軋兩種工藝。熱軋的特點在于其高溫變形,使得軋件具有較小的抗力,從而能夠承受大變形量。以鋼板的軋制為例,連鑄坯的原始厚度約為230mm,經過粗軋和精軋的連續作業,終厚度可達到1至20mm。此外,由于鋼板具有較小的寬厚比和相對較低的尺寸精度要求,板形問題較少出現,主要需控制凸度。相較之下,冷軋無縫鋼管的生產流程更為復雜。管坯首先需經過三輥連軋進行預處理,隨后進行擠壓和定徑測試。若表面無裂紋,則圓管會經過割機切割,形成長度約一米的坯料,為后續工序做準備。

正大鍍鋅鋼管


擠壓法則是用穿孔機將管坯或鋼錠穿孔,再用擠壓機擠壓成鋼管,這種方法比斜軋法效率低,適用于生產高強度合金鋼管。斜軋法和擠壓法都必須先將管坯或鋼錠加熱,生產的鋼管稱為熱軋管。用熱加工法生產的鋼管有時候可根據需要再進行冷加工。冷加工有兩種方法:一種是冷拔法,就是將鋼管通過拔管模拉拔,使鋼管逐漸變細、附近伸長;另一種方法是冷軋法,它是將孟內斯曼兄弟發明的熱軋機應用于冷加工中的方法。無縫鋼管的冷加工,可以進步鋼管的尺寸精度和加工光潔度,改善材質的機械性能等。生產工藝播報編輯鋼管的無縫化主要是通過張力減徑來完成的,張力減徑過程是空心母材不帶芯棒的連續軋制過程。在保證母管焊接質量的條件下,焊管張力減徑工藝是將焊管整體加熱到950攝氏度以上,再經張力減徑機(張力減徑機共有24道次)軋制成各種外徑與壁厚的成品管,采用此工藝所生產的熱軋鋼管與普通的高頻焊管有本質的區別通過加熱爐加熱后其焊縫與母體的金相組織和機械性能可以達到完全一致此外 ,通過多道次的張力減徑機軋制和自動控制使得鋼管的尺寸精度(尤其是管體圓度和壁厚精度)優于同類無縫管。



強大的 正大鍍鋅鋼管技術研發實力,讓您安心
①多年 正大鍍鋅鋼管行業技術研發經驗,為 正大鍍鋅鋼管新品開發與技術創新提供保障
②擁有幾十項 正大鍍鋅鋼管獨特工藝,獲得“客戶值得信賴”好評
③聚旺物資有限公司(湖南分公司)內引進先進的 正大鍍鋅鋼管設備,保證了 正大鍍鋅鋼管的外觀美觀