



云海旭金屬材料有限公司
 驗收批及取樣數量接頭同一施工條件下的同一批材料的同等級、同規格接頭以500個為一個驗收批進行檢驗與驗收不足500個時也作為一驗收批。每一驗收批隨機抽取3個試件做單向拉伸試驗。接頭拉伸試件長600㎜接頭應位于試件中部。取樣單填寫內容應包括委托單位、工程名稱、建設單位、取樣時間、鋼筋生產廠家或產地、鋼筋套筒級別或牌號、鋼筋規格、焊接連接方式、使用部位、試件組數、要求檢驗項目、取樣人、見證人、見證號等。合格率要求:鋼筋直螺紋套筒或鎖母的抽檢合格率應不小于95%。當抽檢合格率小于95%時,應另抽取同樣數量的產品重新檢驗。
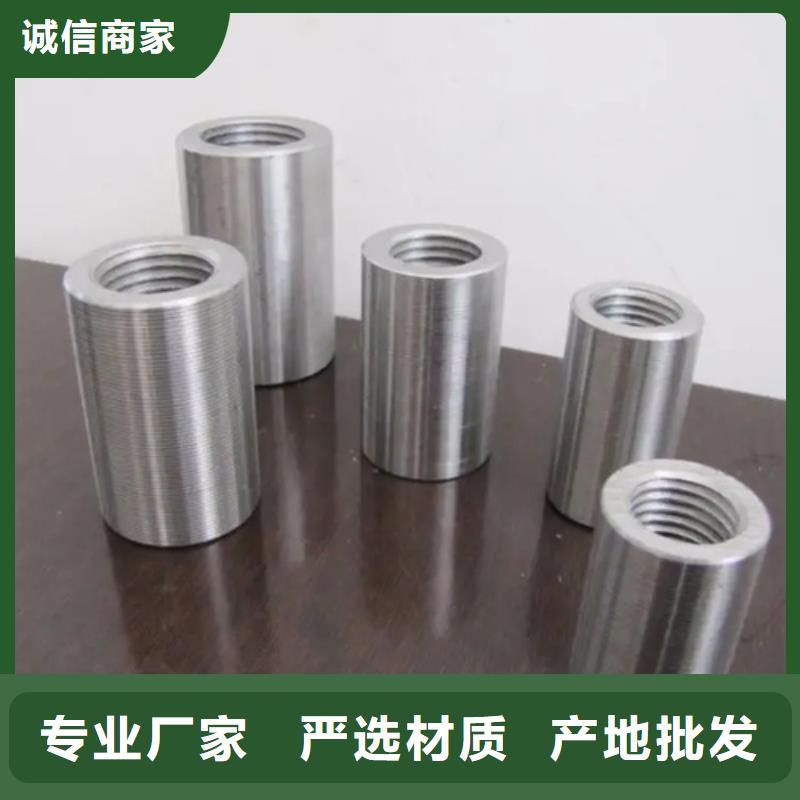
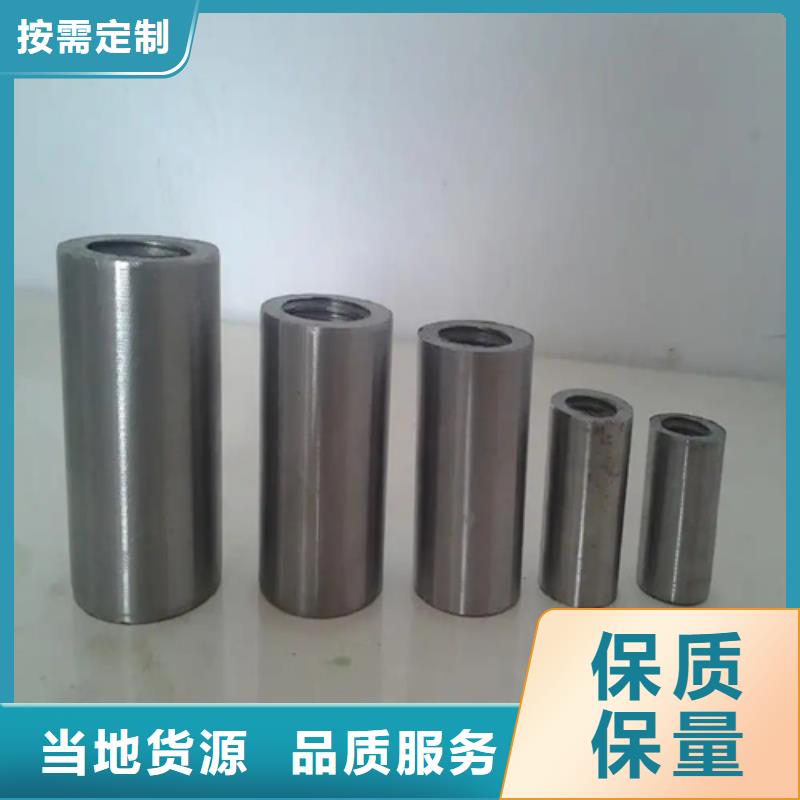
鋼筋套筒直螺紋套筒的應用是非常多的,在工業生產設備中,是比較重要的零部件。那么,直螺紋套筒的連接要求都有什么?具體是怎么來操作的,由小編來為您講解直螺紋套筒的技術操作要求是怎么流程?直螺紋套筒操作要點:1、鋼筋下料要求端部平整,不得有馬蹄形或撓曲,不得用氣割下料,可現場用砂輪鋸或無齒鋸下料。2、加工鋼筋螺紋時,應采用水溶性切削潤滑液;不得用機油潤滑液或不加潤滑液套絲。3、自檢合格的絲頭,應由質檢員隨機抽樣進行檢驗,以一個工作班加工的絲頭為一個驗收批,隨機抽檢10%,當合格率小于95%時,應加倍抽檢,復檢中合格率仍小于95%時,應對全部絲頭進行逐個檢驗。合格者方可使用。4、加工的鋼筋絲頭的直徑和長度應用螺紋量規檢查,已檢驗合格的絲頭,應戴上保護帽加以保護。標準型接頭的絲頭有效螺紋長度應不小于1/2連接套筒長度,且允許誤差為+2P。5、鋼筋規格與連接套筒的規格一致,鋼筋螺紋的型式、螺距、螺紋外經應與連接套筒匹配。并確保鋼筋連接套筒的絲扣干凈、完好無損。6、連接鋼筋時應對準軸線將鋼筋擰入連接套筒,接頭拼接完成后,應使兩個絲頭在套筒中央位置互相頂緊,兩端外露絲扣不超過2個完整絲扣。7、為了防止接頭漏擰,每個接頭擰緊之后,一定要在接頭上做紅漆標記,不合格的做白色標記以便檢查。8、接頭擰緊需要采用力矩扳手,力矩值要求滿足規范要求值。
驗收批及取樣數量接頭同一施工條件下的同一批材料的同等級、同規格接頭以500個為一個驗收批進行檢驗與驗收不足500個時也作為一驗收批。每一驗收批隨機抽取3個試件做單向拉伸試驗。接頭拉伸試件長600㎜接頭應位于試件中部。取樣單填寫內容應包括委托單位、工程名稱、建設單位、取樣時間、鋼筋生產廠家或產地、鋼筋套筒級別或牌號、鋼筋規格、焊接連接方式、使用部位、試件組數、要求檢驗項目、取樣人、見證人、見證號等。合格率要求:鋼筋直螺紋套筒或鎖母的抽檢合格率應不小于95%。當抽檢合格率小于95%時,應另抽取同樣數量的產品重新檢驗。
鋼筋套筒直螺紋套筒的應用是非常多的,在工業生產設備中,是比較重要的零部件。那么,直螺紋套筒的連接要求都有什么?具體是怎么來操作的,由小編來為您講解直螺紋套筒的技術操作要求是怎么流程?直螺紋套筒操作要點:1、鋼筋下料要求端部平整,不得有馬蹄形或撓曲,不得用氣割下料,可現場用砂輪鋸或無齒鋸下料。2、加工鋼筋螺紋時,應采用水溶性切削潤滑液;不得用機油潤滑液或不加潤滑液套絲。3、自檢合格的絲頭,應由質檢員隨機抽樣進行檢驗,以一個工作班加工的絲頭為一個驗收批,隨機抽檢10%,當合格率小于95%時,應加倍抽檢,復檢中合格率仍小于95%時,應對全部絲頭進行逐個檢驗。合格者方可使用。4、加工的鋼筋絲頭的直徑和長度應用螺紋量規檢查,已檢驗合格的絲頭,應戴上保護帽加以保護。標準型接頭的絲頭有效螺紋長度應不小于1/2連接套筒長度,且允許誤差為+2P。5、鋼筋規格與連接套筒的規格一致,鋼筋螺紋的型式、螺距、螺紋外經應與連接套筒匹配。并確保鋼筋連接套筒的絲扣干凈、完好無損。6、連接鋼筋時應對準軸線將鋼筋擰入連接套筒,接頭拼接完成后,應使兩個絲頭在套筒中央位置互相頂緊,兩端外露絲扣不超過2個完整絲扣。7、為了防止接頭漏擰,每個接頭擰緊之后,一定要在接頭上做紅漆標記,不合格的做白色標記以便檢查。8、接頭擰緊需要采用力矩扳手,力矩值要求滿足規范要求值。
 今日,小編來給大家講述鋼筋套筒力矩扳手的操作和注意事項,希望能夠為大家帶來一些幫助。操作方法:1、新扳手出廠時通過驗定,有產品合格證,力矩值設定在zui低方位上,運用前,要依據鋼筋接頭所需要的擰緊力矩,將扳手上的游動標尺刻度值設定在對應的方位上,即用專用扳手改變絲杠使游動標尺上的鋼筋規格刻度對準扳手柄上刻線,然后將鉗口平穩咬住被連接鋼筋或套筒,用力抓住扳手手柄,順時針勻加力,當聽到“咔咔”動靜時,既可中止加力,此刻鋼筋接頭的擰緊力矩值已達到規則的要求。2、調整扳手精度。用專用鑰匙刺進尾部端雨孔內順時針轉增大力矩值,逆時針旋轉減少力矩值。3、標定。依據《力矩扳手》(JG770-2003)第6.4條規則:"力矩扳手的檢測周期不超過一年”
今日,小編來給大家講述鋼筋套筒力矩扳手的操作和注意事項,希望能夠為大家帶來一些幫助。操作方法:1、新扳手出廠時通過驗定,有產品合格證,力矩值設定在zui低方位上,運用前,要依據鋼筋接頭所需要的擰緊力矩,將扳手上的游動標尺刻度值設定在對應的方位上,即用專用扳手改變絲杠使游動標尺上的鋼筋規格刻度對準扳手柄上刻線,然后將鉗口平穩咬住被連接鋼筋或套筒,用力抓住扳手手柄,順時針勻加力,當聽到“咔咔”動靜時,既可中止加力,此刻鋼筋接頭的擰緊力矩值已達到規則的要求。2、調整扳手精度。用專用鑰匙刺進尾部端雨孔內順時針轉增大力矩值,逆時針旋轉減少力矩值。3、標定。依據《力矩扳手》(JG770-2003)第6.4條規則:"力矩扳手的檢測周期不超過一年”



