


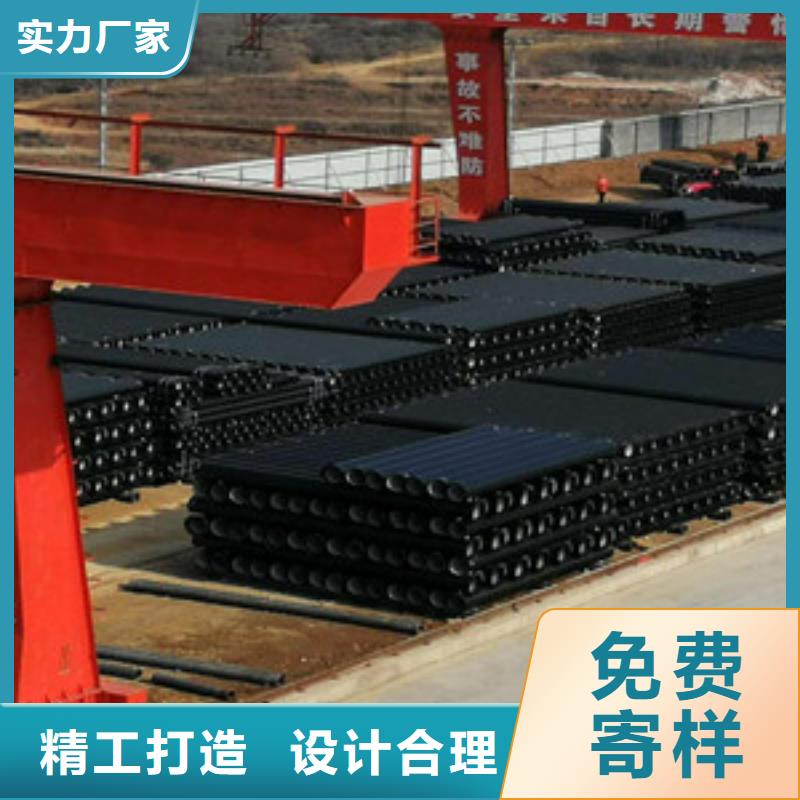



格瑞葫蘆島球墨鑄鐵管安裝費用將金屬直標尺插入承口內和管壁之間的環形空間直至碰到橡膠圈,葫蘆島球墨鑄鐵管沿管一周測量深度是否均勻,檢查相互連在一起的管子是否是同軸心,葫蘆島球墨鑄鐵管否則應該調整溝底所可能出現的凹凸不平。-0相反超出市場預期的概率較CIP在彰化外海的彰芳、西島兩風場均將采套管式水下基礎,套管式水下基礎不論采購、生產到組裝,都比單樁式水下基礎艱難非常多,價格更是單樁式的兩倍以上。制造商需要拿到一定經濟規模的訂單,臺灣離岸風電鋼構產業鏈才能真正被催生,所以CIP決定將水下基礎全數下單給集團,就是要協助世紀集團有多年穩定的供貨量,才可使其放心擴廠與繼續投資下游產業鏈。
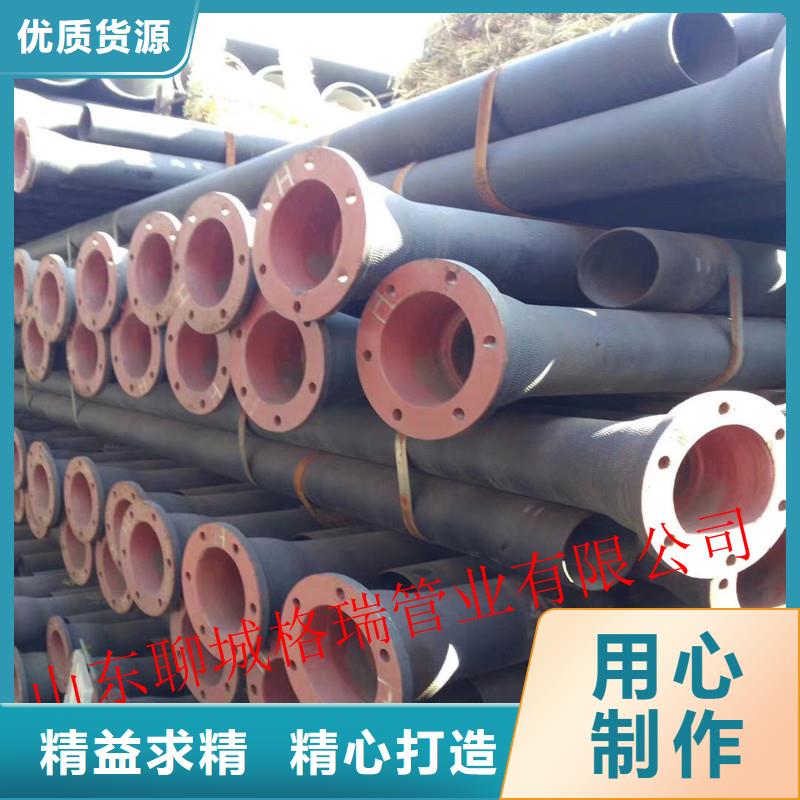
葫蘆島球墨鑄鐵管道接口完成今后,運用較短的管甲、短管乙以及盲板將試壓管段兩頭及三通處封閉,試壓葫蘆島球墨鑄鐵管段除接口外去填土至管頂以上50公分并夯實。在做好后背以及閘口、三通等管件的加固。由低點進水,高點去排氣,注滿水之后浸泡在二十四小時今后,在試驗的壓力下10min降壓不大于0.05Mpa時,水壓試驗時,后背、支撐、管端等鄰近不得站人。查看應在中止升壓的時后去進行。應按下管的技能懇求將管子下到槽底,通常采用人工下管法或機械下管法;即為合格。水壓試驗應當逐步的升壓,咱們每次升壓以0.2Mpa為宜,每次升壓今后,穩壓查看沒有問題時再繼續升壓。冬天進行水壓時應采納防凍措施。可將葫蘆島球墨鑄鐵管價格道回填土適當加高,用多層草簾將露出的接口包嚴;對串水及試壓臨時管線纏包保溫,不用水時及時放空。
葫蘆島球墨鑄鐵管生產和使用過程中必不可少的工序,是保證產品質量,生產的重要工序氣體泄漏的檢測包括有毒氣體的泄漏檢測、可燃氣體的泄漏檢測以及氣密性檢測。前兩者多半可以通過化學傳感器的方法來進行檢測 通常是在元件或系統使用過程中進行檢測。如果有合適的傳感器 其方法相對簡單。本文中介紹的氣密性檢測。葫蘆島球墨鑄鐵管一般是在元件或系統制造過程中進行檢測,通常需要定量檢測 而且要求快速、大量地在生產現場進行。需視它們的熔點、氧化性和密度等而定。為了便于高熔點鐵合金的熔吸,除控制粒度外,采用發熱合金劑或喂絲加入法是比較理想的措施。實踐表明,將一部分與硅系孕育劑一起加入,對孕育有加權作用。在可能的情況下,推遲低合金化元素的加入時機,對性能影響有利。
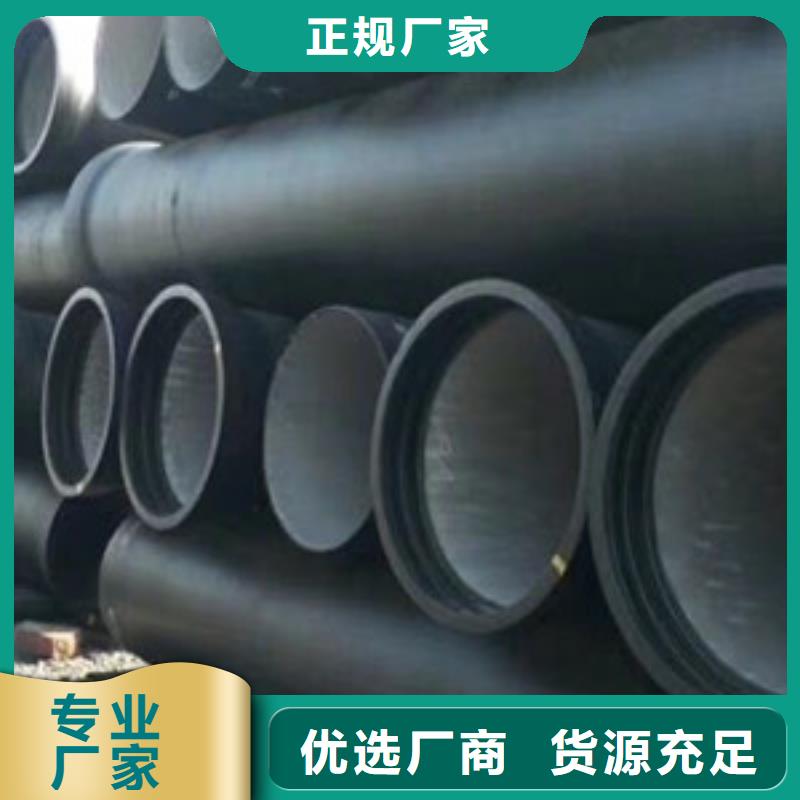
葫蘆島球墨鑄鐵管一般澆注溫度控制在1420℃至1460℃。澆注時保證直澆道始終處于充滿的狀態。澆注時真空度控制在-0.040MPa至-0.045MPa,澆注時間控制在45至60秒。澆注完畢的保壓時間控制在20至25分鐘;澆注完畢的真空度控制在-0.025至-0.030MPa。出箱時間:120至150分鐘。 葫蘆島球墨鑄鐵管件材質一般選擇QT450-10,鐵水熔煉和爐前孕育處理工藝完全按QT450-10材質控制。考慮到消失模鑄造工藝鑄件在干砂中冷卻較慢,我們隊鐵水做了適當的合金化。對消失模鑄造來說,由于泡沫模樣的存在,澆注過程中會消耗一定的熱量,澆注溫度也不同。由于大口徑葫蘆島球墨鑄鐵管件輪廓尺寸較大,屬于薄壁類鑄件,要求澆注溫度要高,但是在負壓作用下高溫鐵水易滲入型砂中造成鑄件表面粘砂形成粘砂缺陷。我們根據具體的葫蘆島球墨鑄鐵管件規格型號確定澆注溫度;因此消失模鑄造的澆注溫度一般比普通砂型鑄造要高。葫蘆島球墨鑄鐵管管件規格型號不同、壁厚不同。
