




歡迎來訪-湖北鋼筋籠盤絲機廠家
您可以聯系我一站式采購:鋼筋籠繞筋機、鋼筋帶鋸床、鋼筋彎箍機、數控鋼筋彎圓機、數控彎箍機、鋼筋加工中心、五機頭鋼筋彎箍機、鋼筋調直機,鋼筋切斷機,鋼筋彎曲機,鋼筋彎箍機,鋼筋彎弧機,鋼筋鐓粗機,鋼筋直螺紋滾絲機,我公司將以高超的技術和良好的質量為您提供優質服務,歡迎廣老客戶隨時選購。


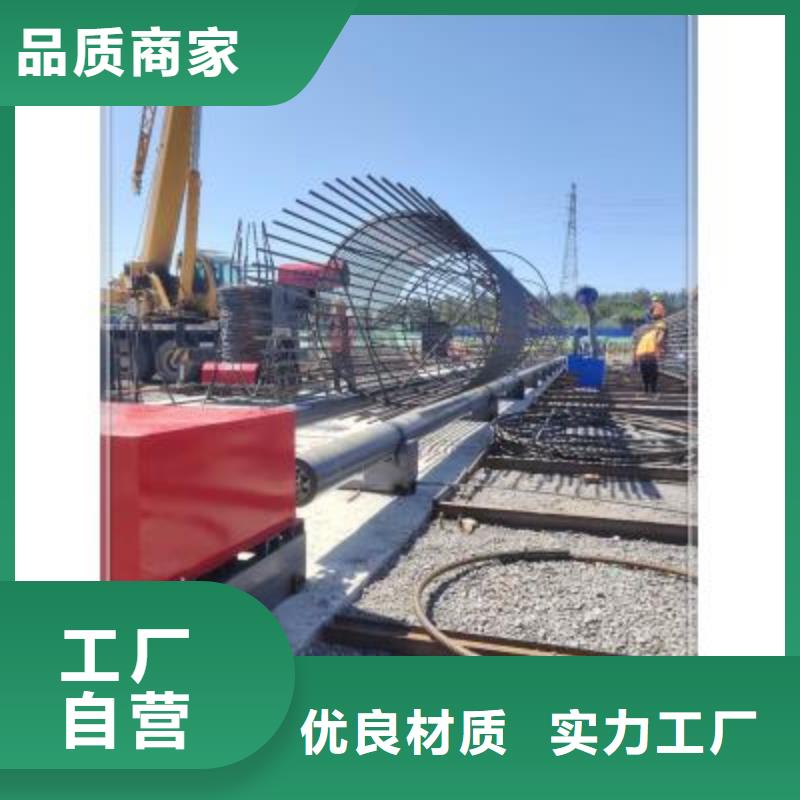
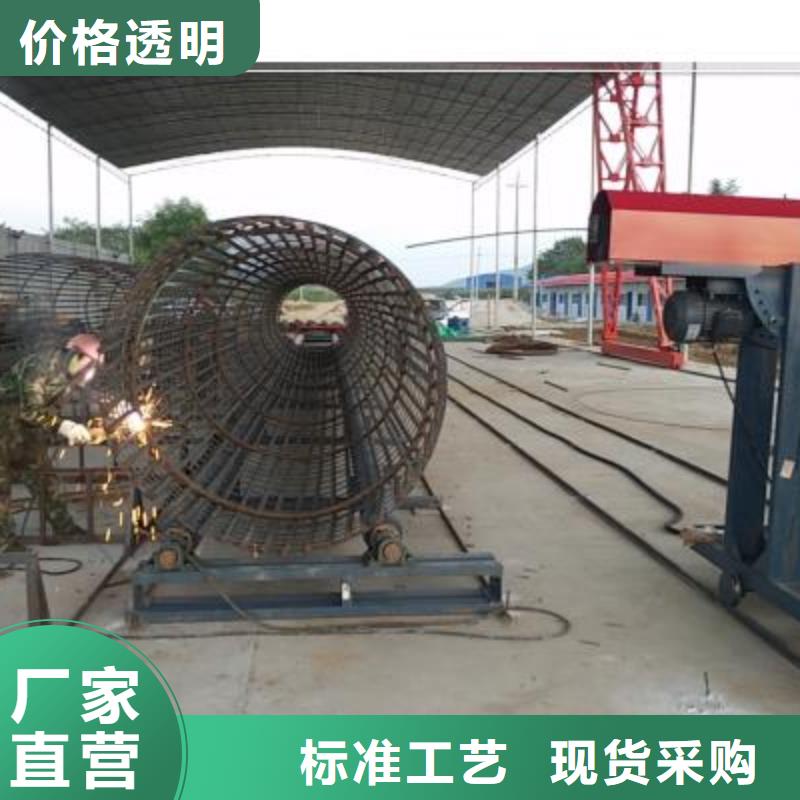
鋼筋籠繞筋機運行中工作原理:根據施工要求,鋼筋籠的主筋通過專用模具制作完成(包括內支撐),把鋼筋籠主筋置于鋼筋籠繞筋機上,將盤筋(繞筋)端頭先焊接在一根主筋上,然后通過傳動托輥旋轉以及小車的移動把盤筋繞在主筋上,同時進行焊接,從而形成成品鋼筋籠。按滾輪轉動不同,滾焊可分為連續滾焊、斷續滾焊和步進滾焊:1、連續滾焊 連續滾焊時,工件在兩滾 間連續移動(即滾盤連續旋轉),焊接電流也連續通過工件。這種方法易使工件表面和熔核附近過熱,電機磨損嚴重,焊縫易出現較深的壓坑,因而很少使用。2、斷續滾焊 斷續滾焊時,滾輪連續轉動,工件連續移動,電流斷續通過工件,形成的焊縫由彼此搭疊的熔核組成。由于電流斷續通過,在休止時間內,滾輪和工件得以冷卻,因而可以提高滾輪壽命,減小熱影響區寬度和工件變形,獲得較好的焊接質量,沒有連續滾焊時的缺點。斷續滾焊時,在熔核冷卻時滾盤已離開焊接區,沒有充分的鍛壓過程,熔核在壓力減小的情況下結晶,很容易產生表面過熱、縮孔和裂紋。3、步進滾焊 步進滾焊時,滾輪斷續轉動,電流在工件不動時通過工件。由于金屬的熔化和結晶均在滾輪不動時進行,整個結晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質量,但這種滾焊需要有使滾盤斷續旋轉的比較復雜的機械裝置。
鋼筋籠生產線操作規程 鋼筋籠生產線是多工序、工步同時合生產鋼筋籠專業設施,要求所有參與人員必須做到; 1;生產線操作人員必須熟悉本機生產全部工藝 2;生產線工作期間不允許非生產人員機械、工件。 3;生產前調試好各機械、部件及。試運行各動、自動功能 4;骨架成后繞筋單人操作,其余人員均為輔助,禁止疲勞、酒后操作,機器運轉時禁止抓、握工件。 5;生產中隨時處理物件及流動人員,保障生產。 6;設備上拼裝骨架,工件時采點動,避免連續轉動。 7;繞筋成后必須斷開繞筋,推開小車給鋼筋籠料讓路 8;機械進行、更換機件、時不得開動機器 9;成機機械須有良好保護接地和接零,不允許機器帶病工作,保障機械設備始終處于良好工作狀態。 10;工作完畢、停工期間清理場地、斷開電源、主件遮蓋。繞筋機
繞筋機產品特點:自動送線機構,可在線調整間距,誤差小,成型質量高。自動焊接,焊點,減輕勞動強度。變頻控制拖籠機構,行走精度高。自動拖籠設計,避免焊接過程中因籠子自重導致其彎曲變形。自動上料裝置,加快上料速度,提率。模板采用模板環加導管組合,可快速更換籠子直徑和變幻籠子主筋根數。平立輥式矯直裝置,矯直效果好,壽命長。控制系統:智能PLC、松下觸摸屏、ABB變頻器
