



湖北機(jī)械加工精密管廠
械加工精密管廠")
械加工精密管廠")
精密鋼管在深孔珩磨與擠壓,其實(shí)我們都知道珩磨要在低的切割速度下,對(duì)工件表面進(jìn)行光整加工的一種方法,是磨削的一種特別形式,當(dāng)然也是一種比較率的一種機(jī)型加工工藝,它可以進(jìn)步工藝尺寸和幾何外形精密以及降低工件表面粗糙度,從而廣泛與內(nèi)孔的光整加工。精密鋼管珩磨管珩磨加工的特點(diǎn):加工精度高,珩磨后圓度可達(dá)0.0005~0.005mm,尺寸精度可達(dá)0.005~0.025mm,表面粗糙度可達(dá)Ra0.4~0.05μm,而且無(wú)燒傷、嵌砂和裂紋;珩磨主要用于加工孔,適用于加工長(zhǎng)徑比大于10的深孔,還可以適用于其它成形加工(球面、平面、外圓等)。珩磨孔的直徑為Φ1~Φ1200mm,長(zhǎng)度可達(dá)12000mm。幾乎所有的材料均可以進(jìn)行珩磨;珩磨后的表面紋理,有利于油膜的形成,而使工件使用壽命增長(zhǎng);珩磨對(duì)機(jī)床的精度要求低,工人勞動(dòng)強(qiáng)度低,可適用普通機(jī)床(車、銑、鏜、鉆床)加工高精度的孔。精密鋼管珩磨管的珩磨頭:深孔珩磨頭有以下幾種,如圖20~21。珩磨頭的結(jié)構(gòu)形式,根據(jù)不同的需要有很多種,如有珩磨小孔、大孔、錐孔、盲孔和臺(tái)階孔。從擴(kuò)張力分有定壓的、手動(dòng)擴(kuò)張的。
械加工精密管廠")
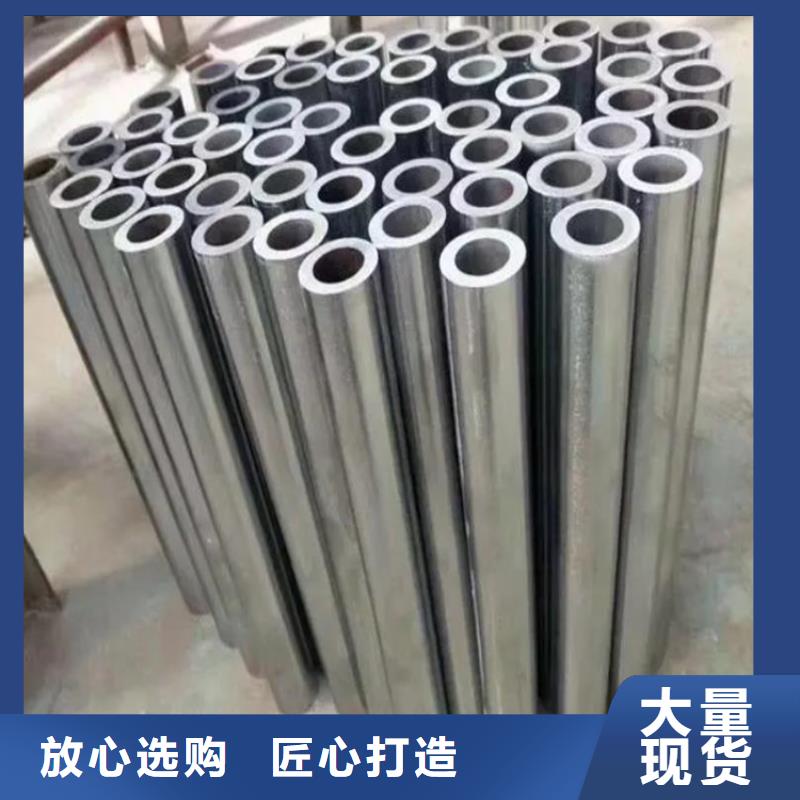
精密鋼管是用于機(jī)械結(jié)構(gòu)、液壓設(shè)備的尺寸精度高和表面光潔度好的小口徑無(wú)縫管。選用精密鋼管制造機(jī)械結(jié)構(gòu)或液壓設(shè)備等,可以大大節(jié)約機(jī)械加工工時(shí),提高材料利用率,同時(shí)有利于提高產(chǎn)品質(zhì)量。管坯通過(guò)自動(dòng)軋管機(jī)上繼續(xù)軋制經(jīng)均整機(jī)均整壁厚, 經(jīng)定徑機(jī)定徑, 達(dá)到規(guī)格要求, 利用連續(xù)式軋管機(jī)組生產(chǎn)熱軋小口徑精密鋼管是較先進(jìn)的方法,通常在二輥式軋機(jī)上進(jìn)行,小口徑精密鋼管在變斷面圓孔槽和不動(dòng)的錐形頂頭所組成的環(huán)形孔型中軋制, 冷拔通常在單鏈?zhǔn)交螂p鏈?zhǔn)嚼浒螜C(jī)上進(jìn)行 擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內(nèi)穿孔棒與擠壓桿一起運(yùn)動(dòng), 使擠壓件從較小的模孔中擠出, 此法可生產(chǎn)直徑較小的小口徑精密鋼管。將精密無(wú)縫鋼管加熱到一定溫度(通常在相變溫度或再結(jié)晶溫度以下),保溫一段時(shí)間,然后緩慢冷卻,以各種精密無(wú)縫鋼管內(nèi)應(yīng)力的退火工藝。
械加工精密管廠")
械加工精密管廠")
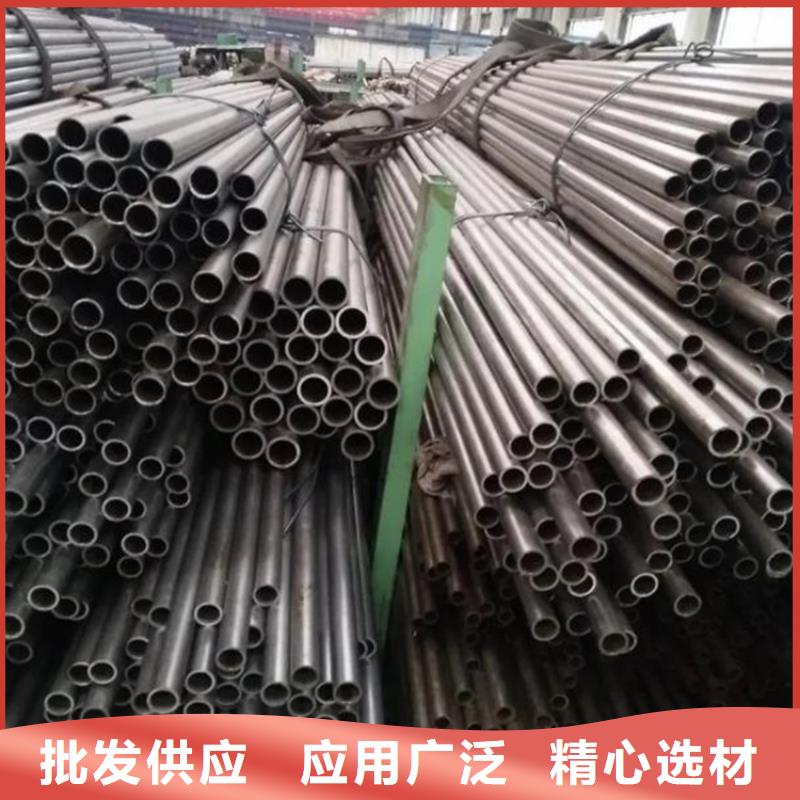
小口徑厚壁精密鋼管生產(chǎn)加工特性知識(shí)介紹:一,規(guī)格可靠性針對(duì)髙精密度的小口徑厚壁精密鋼管,其規(guī)定的精密度髙,故必須維持規(guī)格的可靠性,因?yàn)樵诳諝庵虚_展調(diào)直,制冷速度比較慢,精密鋼管因此對(duì)馬氏體具備防老化的實(shí)際效果,45#精密鋼管熱處理特點(diǎn)知識(shí)會(huì)機(jī)構(gòu)中殘留馬氏體小口徑厚壁精密鋼管的總數(shù),二,減少熱處理形變因?yàn)樾】趶胶癖诰茕摴荛L(zhǎng)細(xì),故淬硬全過(guò)程中非常容易形變,故必須嚴(yán)控其形變,熱處理工藝是十分重要的工藝流程,在熱處理制冷全過(guò)程中,運(yùn)用低溫馬氏體的塑性變形開展立即調(diào)直,它是確保其達(dá)標(biāo)率的關(guān)鍵因素,精密鋼管因此應(yīng)開展熱浴熱處理或在油中制冷必然時(shí)刻明確提出熱調(diào)直。
湖北機(jī)械加工精密管廠械加工精密管廠")
