



更新時間:2025-06-20 05:39:59 ip歸屬地:湖北,天氣:中雨轉大雨,溫度:23-26 瀏覽次數:2 公司名稱:衡水 河畔水利機械廠(湖北省分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 面議/套 |
| 發貨期限 | 面議 |
| 供貨總量 | 12000 |
| 運費說明 | 面議 |
| 小起訂 | 1 |
| 是否廠家 | 廠家 |
| 產品材質 | 鑄鐵 |
| 發貨城市 | 衡水 |
| 加工定制 | 加工定制 |
| 品牌 | 河畔 |
| 主體材質 | 鑄鐵 |
| 密封形式 | 硬密封型 |
| 連接形式 | 手電啟閉機 |
| 用途 | 止水 |
| 范圍 | 智能一體化閘門報價生產基地位于【衡水】,供應范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市等區域。 |


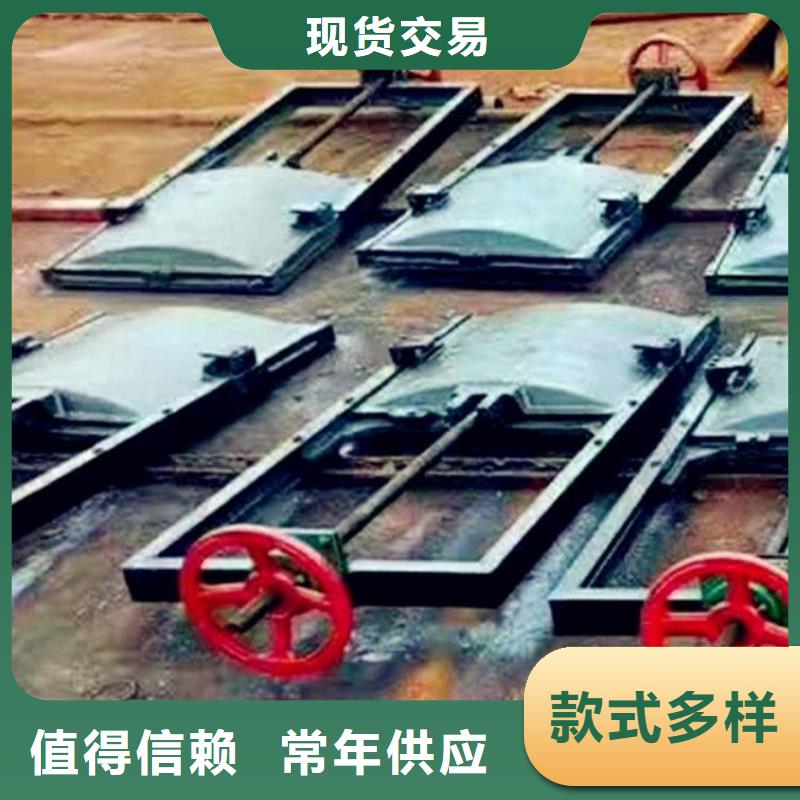

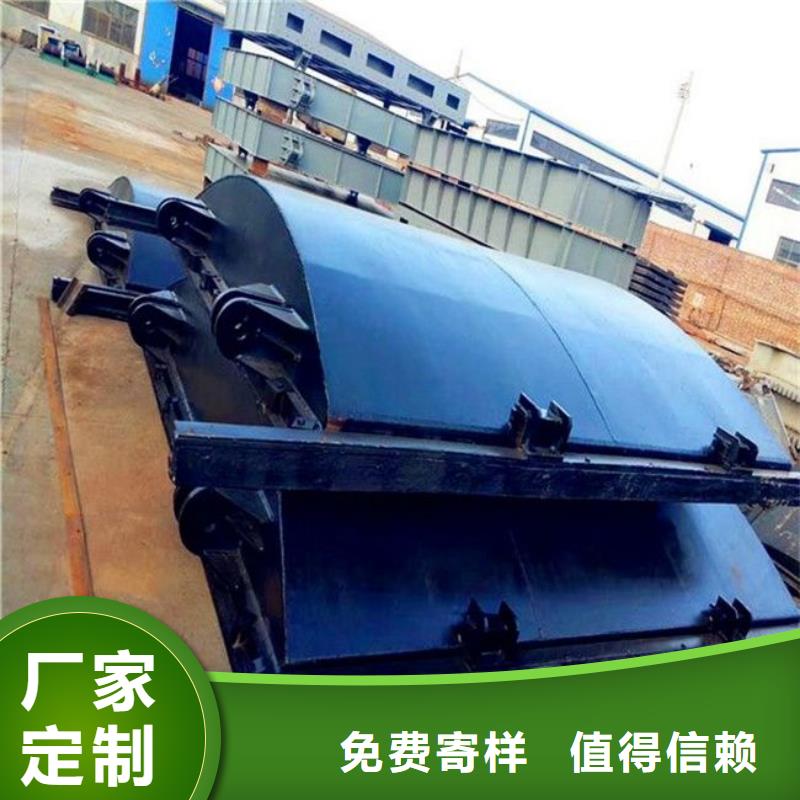






鑄鐵閘門廣泛用于水利水電,市政建設,給排水,水產養殖,建筑工程等。耐水頭大,適用于水電工程工作閘,事故閘和檢修閘。可根據用戶要求設計制造。通常鑄鐵閘門主要用于中型或大型內電站它們也稱為事故檢查門。它需要在有限的時間內緊急關閉。事故大門稱為快速大門。根據門關閉時門頂和水面的相對位置,將其分為敞開的頂門和浸入式門。 閘門在經過了長時間的使用后總是會出現一些或者是毛病,比如鋼制閘門的銹蝕閘門運轉受阻門葉變形閘門止水掉效等,如果不及時維護就會影響鋼制閘門正常工作。因此我們需要經常進行處置掃除,在運轉治理中也要實時進行維護,并按期進行維修。 本閘門是由門框閘板導軌密封條可調整密封機構等部件組成,其密封原理是門框固定于水池墻壁上,導軌固定門框與墻壁上,閘板通過導軌做啟閉動作,直到閘板上的鍥塊碰到導軌條上的鍥塊,使得閘門密封面緊靠門框上的密封面。 水利水電施工機械改良型通用機械(工程機械建筑機械起重***械混凝土機械機械(地面施工機械);沼澤海涂地區施工機械凍土施工機械水中施工機械基礎處理機械配套機械)。水工機械鋼結構閘門啟閉機攔污柵清污機非標準設備維修配件。什么是水利機械。從廣義上講,凡屬水利工程建設和管理中所應用的機械,都應稱為水利機械。從狹義上講,凡屬以水利工程建設和管理為主要功能的各類通用或機械,都稱為水利機械。水利機械面廣,類多,但根據目前實際情況,分為如下6類較為適宜水利水電施工機械;水工機械;農田水利施工機械;水利水文自動化系統及儀器設備;防汛搶險機械;中小型水電機械。 螺桿式啟閉機3T-100T;手推帶鎖式螺桿啟閉機;手輪啟閉機;QLP平推螺桿式啟閉機0.5-2T;QLF三防型全封閉磁力鎖螺桿式啟閉機0.3T-30T;QLC側搖螺桿式啟閉機0.5T-2T;QL手搖螺桿式啟閉機;手電兩用螺桿式啟閉機3T-100T(單雙吊式);搖擺式啟閉機;電裝啟閉機;QLZ直聯螺桿式啟閉機QL-SD雙吊點手電兩用螺桿式啟閉機等。 需要舊油漆和鐵銹,銹斑,油漬,灰塵,酸,堿和鹽殘留物,然后用鼻噴劑或松節油清洗一次,以使其充分發揮灰白色金屬的性能,并堅持無聊,必不可少的油漆須具有一定的稀釋劑以使其達到合適的稠度,這有利于施工作業。在進行防護處理之前,須對表面進行仔細的除銹處理。常見的方法包括手動鏟敲,鋼絲刷和噴砂。鑄鐵閘門的金屬部件應進行防銹和防腐蝕保護。鑄鐵閘門的常見防腐方法包括油漆維護和金屬噴涂維護。
鑄鐵閘門主要性能指標
a、閘門密封面配合間隙≤0.1㎜,密封座厚度大于10㎜。
b、密封面每米長度滲水量:正向≤0.7L/min·m 反向≤1.25L/min ·m
c、公稱壓力≤0.1Mpa;密封試驗壓力0.1Mpa。
d、工作環境:溫度-20℃~120℃ 濕度:95% 工作介質:水與污水PH值:510
e、安裝位置:正常狀態下正向迎水、處于鉛垂狀態。
f、 工作水頭:單向受壓:正向:10m 反向:5m雙向受壓:均為10m
g、啟閉速度:不小于0.2m/min,不大于1.5m/min。
h、閘框距邊壁距離≥300㎜,距池底距離≥150㎜~250㎜。
渠道鑄鐵閘門廣泛應用于給水排水工程,用以截斷渠道內的水流,其工作介質為常溫下的,清水,污水。
PZM型渠道閘門的過水斷面與渠道等寬;超寬型可制作雙吊點啟閉。 對渠道密度的適應性強 橡膠密封,止水性能好。 產品名稱:鑄鐵閘門產品型號:ZMQYSYZ產品規格:DN200-DN3000結構形式:明桿式、雙向承壓式安裝形式:墻靠式、法蘭式驅動方式:手輪式、手搖式、手電兩用啟閉機適用介質:污水、海水、清水 。

鑄鐵閘門防腐處理質量檢查
鋼閘門防腐處理的每道工序完成后,必須進行嚴格的質量檢查,合格后方可進行下一道工序的施工,檢查標準為設計要求或規范規定。
4.1表面處理(噴砂)
一般噴砂處理后,表面清潔度達到Sa2.5級,可用對比照片檢查;表面粗糙度數值達到40-70μm,用專用量具或樣塊檢測。
涂層遍數與厚度
一般噴鋅、噴防銹漆、噴面漆均分兩遍完成,噴鋅 遍完成總量的70-80%,第二遍完成20-30%,噴漆兩遍各完成總量的一半。每遍噴涂應有一定重疊量,兩遍噴涂噴束應垂直交叉覆蓋。
3.6邊角位置及拼接焊縫處的噴涂
為保證閘門邊角位置的噴涂質量,在每層噴涂之前應先將這些位置噴涂兩遍,然后對閘門噴涂。
閘門拼接位置必須在施工現場或安裝就位后進行焊接,所以應在焊縫處各側50mm范圍內涂裝焊接時不對焊縫質量產生不良影響的車間底漆,以免坡口生銹。焊接后,對焊縫區進行二次除銹與噴涂。

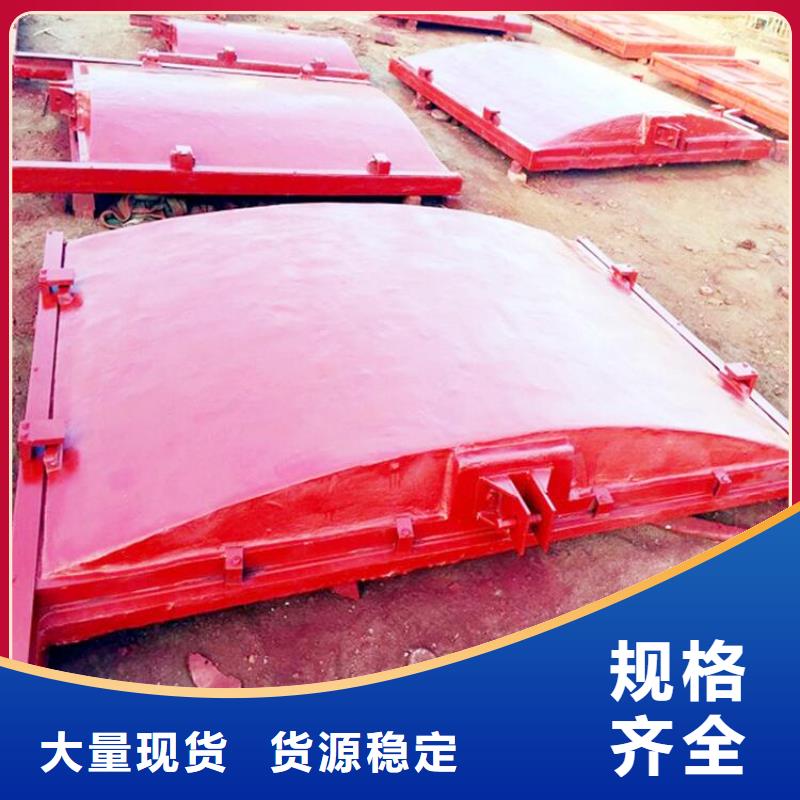
鑄鐵閘門作為重要的金屬結構設備,不管是在過去還是在現在,在水工建筑物中起著重要的作用,適用于排水工程、修建渠道工程、市政工程、污水處理廠工程,但是,你知道嗎,鑄鐵閘門是會變形的。那么,鑄鐵閘門變形的原因是什么?我們又能怎么解決這一問題呢?造成鑄鐵閘門變形,其原因不外乎是兩種,一是閘門本身質量不行,二是因為鑄鐵閘門的錯誤使用或是沒有做好日常保養工作。具體一點,就是:閘門質量會造成鑄鐵閘門變形,這是我們都肯定的一點。畢竟高質量的鑄鐵閘門本身就具有一點的剛度和強度,能承受得住水壓,如果再加上日常維護保養好鑄鐵閘門,如在鑄鐵閘門表面做防銹噴鋅處理,這樣也會加強鑄鐵閘門的性能,讓鑄鐵閘門不那么容易變形;但是,劣質的鑄鐵閘門就不同了,由于鑄鐵閘門生產時用的是劣質材料或是“缺斤少兩”,亦或是生產時沒有使用先進生產工藝和設備來生產鑄鐵閘門,其質量就差多了,就算剛開始使用時沒有出現變形情況,在日后使用過程中還是會因水壓和運行時間而出現變形情況。所以,大家在選購鑄鐵閘門的時候,我們都會建議大家選擇高質量的鑄鐵閘門。