



更新時間:2025-06-18 22:34:07 ip歸屬地:湖北,天氣:陰轉大雨,溫度:24-32 瀏覽次數:4 公司名稱:聊城 鵬瑞管業(湖北省分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 1天內 |
| 供貨總量 | 99999 |
| 運費說明 | 電議 |
| 小起訂 | 1個 |
| 質量等級 | 合格 |
| 是否廠家 | 廠家 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 鵬瑞 |
| 產品規格 | DN100-2600 |
| 發貨城市 | 聊城 |
| 產品產地 | 山東 |
| 加工定制 | 可定制 |
| 產品型號 | DN100-2600 |
| 可售賣地 | 全國發貨 |
| 產品顏色 | 黑色等 |
| 質保時間 | 3年 |
| 適用領域 | 給水排水消防等市政工程 |
| 是否進口 | 否 |
| 質量認證 | 國標 |
| 范圍 | 承插乙字管熱銷好貨生產基地位于【聊城】,供應范圍覆蓋湖北省 武漢市、宜昌市、黃石市、襄陽市、荊州市、十堰市、荊門市、鄂州市、孝感市、咸寧市、隨州市、恩施市、黃岡市等區域。 |




 <湖北>鵬瑞管業有限公司
湖北承插乙字管熱銷好貨
<湖北>鵬瑞管業有限公司
湖北承插乙字管熱銷好貨
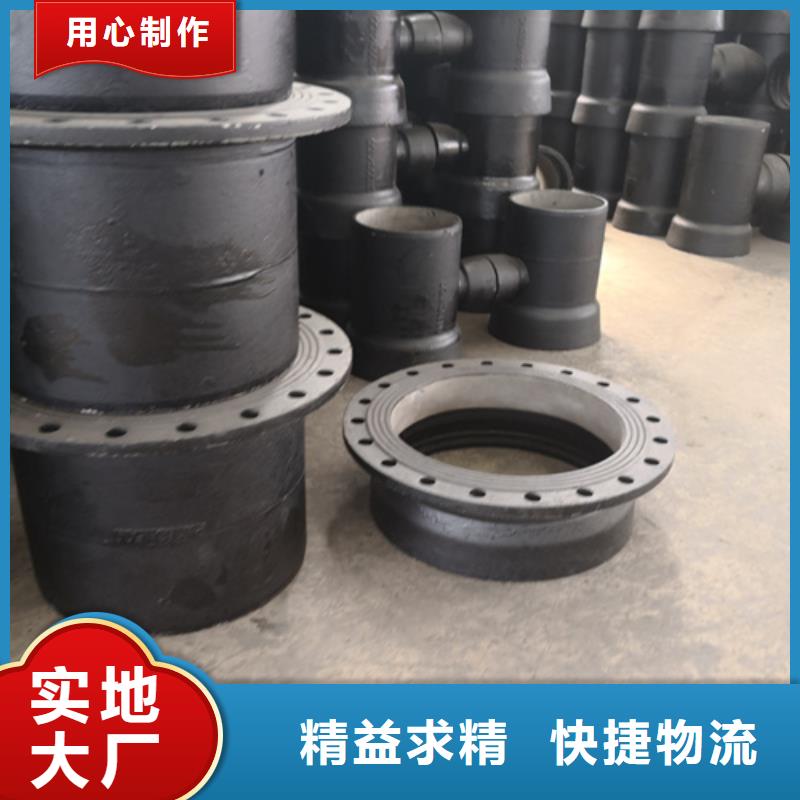
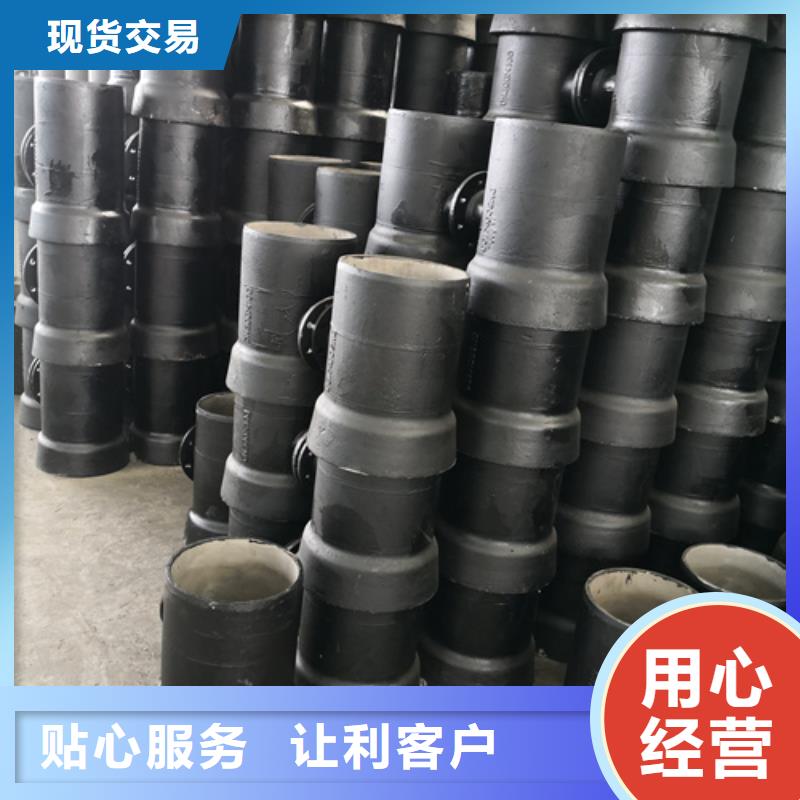
球墨鑄鐵配件溝槽管件多種管件可定制國標K9級材質同時我公司還生產管道搶修管件—管道滲漏保護器、管道柔性伸縮器、灰鑄鐵管材、管件我們堅持“信譽、質量”的服務宗旨把的產品、的信譽、的服務、奉獻給廣大客戶.球墨鑄鐵管件承盤短管又叫承盤短管|甲管|短甲|短管甲。俗語就是一頭是法蘭盤接口,一頭是承口。盤承短管是起到球墨鑄鐵管直管接口變換的作用,可以將直管變為承口,或者法蘭接口,以改變連接方式。球墨鑄鐵承盤短管是球墨鑄鐵管道上的兩種常用的管件,主要用在承插連接改為法蘭連接情況下,比如,球墨鑄鐵管接鋼管、球墨鑄鐵管上接法蘭閥門時采用盤承短管或者盤插短管。 在市政供水管網,自來水管網中盤承短管是常用的管件,也是必備球墨鑄鐵管件。鑄鐵管件檢查包體容積及包孔尺寸:包體容積要滿足本次澆注鑄件的要求。否則應考慮更換大的澆包或準備兩個澆包。根據所澆注鑄件確定包孔尺寸。
 湖北承插乙字管熱銷好貨
<湖北>鵬瑞管業有限公司
湖北承插乙字管熱銷好貨
<湖北>鵬瑞管業有限公司
其中常用的管件有插盤短管,承盤短管,雙盤短管,承插彎頭,承插盤三通,承插承三通及全承四通等相關配件。球墨鑄鐵管件是鑄鐵管的一種。質量上要求鑄鐵管的球化等級控制為1-3級(球化率》80%),因而材料本身的機械性能得到了較好的改善,具有鐵的本質、鋼的性能。退火后的球墨鑄管,其金相組織為鐵素體加少量珠光體,機械性能良好,防腐性能優異、延展性能好,密封效果好,安裝簡易、主要用于市政、工礦企業給水、輸氣,輸油等。現我公司有大量球墨鑄鐵管現貨,將以優惠的價格,批零兼營的方式,為您提供快捷優質的服務,歡迎新老客戶前來洽談、電議。公司實施"以人為本"的現代化管理體制,注重提高員工的整體素質。球墨鑄鐵管件是球墨鑄鐵管安裝中必不可少的配件,球墨鑄鐵管管件是采用消失模鑄造工藝完成的。其中常用的管件有插盤短管,承盤短管,雙盤短管,承插彎頭,承插盤三通,承插承三通及全承四通等相關配件。公司在設計、生產、供應、銷售、售后服務過程中嚴格按照ISO9001-2000質量體系程序進行,執行質量管理要求;

球墨鑄鐵管敷設施工工藝標準球墨鑄鐵管敷設施工工藝標準適用范圍適用范圍本標準適用于一般室外燃氣管道,工作壓力不大于城鎮管道安裝。不適用于液化石油氣管道。施工準備施工準備材料球墨鑄鐵管管材及管件應符合現行標準《離心鑄造球墨鑄鐵管》和《球墨鑄鐵管件》的規定。管材必須有合格,且批量、批號相符。檢查管材、管件外形尺寸是否符合允許偏差且無損壞、無裂縫等。橡膠圈(環)應形體完整、表面光滑,無老化、變形、扭曲現象。管口密封、潤滑材料應使用合格產品,并有合格證。球墨鑄鐵管管材、管件運輸管材、管件搬運和長途運輸時要妥善捆扎,每根管子捆扎不應少于個部位,管材兩端要嚴加保護,防止受到振動和撞擊。管材、管件在裝卸過程中,應輕起輕放,嚴禁碰撞。管材宜采用機械裝卸,當采用人力裝卸時,對管材不得任意拖拽或拋摔,嚴禁管材自由滾落,禁止野蠻裝卸。球墨鑄鐵管管材、管件存放應將管材卸在靠近安裝現場不影響土方開挖的地段,減少二次搬運,有條件時一次入槽,沿溝槽一字排放。堆放場地必須堅實平坦,不同規格的管材、管件應分別排放。管材應平放在地面上,并應采用軟質材料支撐,離地面距離不應小于,支撐物必須牢固,直管道等長物件應做連續支撐。管材可分層堆放,并捆扎、支撐牢固。當≤時堆放不宜超過三層;工藝流程下管→清理管口→清理膠圈、上膠圈→安裝機具→在插口外表面和膠圈上刷潤滑劑→頂推管子使之插入承口→檢查操作方法清理管口:將承口內的所有雜物擦洗干凈。清理膠圈、上膠圈:將膠圈上的粘著物清擦干凈,把膠圈彎為“梅花形”或“”字形裝入承口槽內,并用手沿整個膠圈按壓一遍,或用橡皮錘砸實,確保膠圈各個部分不翹不扭,均勻地卡在槽內。在插口外表面和膠圈上涂刷潤滑劑:將潤滑劑均勻地涂刷在承口安裝好的膠圈內表面、在插口外表面涂刷潤滑劑時要將插口線以外的插口部位全部刷勻。下管:應按下管的要求將管子下到槽底,通常采用人工下管法或機械下管法。安裝機具設備:將準備好的機具設備安裝到位,安裝時注意不要將已清理的管子部位再次污染。頂推管子使之插入承口:在安裝時,為了將插口插入承口內較為省力、順利。首先將插口放入承口內且插口壓到承口內的膠圈上,接好鋼絲繩和倒鏈,拉緊倒鏈;與此同時,讓人可在管承口端用力左右搖晃管子,直到插口插入承口全部到位,承口與插口之間應留左右的間隙,并保證承口四周外沿至膠圈的距離一致。管件安裝:由于管件自身重量較輕,在安裝時采用單根鋼絲繩時,容易使管件方向偏轉,導致橡膠圈被擠,不能安裝到位。因此,可采用雙倒鏈平行用力的方法使管件平行安裝,膠圈不致被擠。也可采用加長管件的辦法,用單根鋼絲繩進行安裝。檢查:檢查承口插口的位置是否符合要求(用鋼板尺伸入承插口間隙中檢查膠圈位置是否正確到位)。
對于小型鑄件在大澆包不便澆注時。可考慮使用其他小型澆包。或準備手澆包。兩人抬澆包等。鑄鐵管件檢查包襯厚薄及光整程度:包襯太薄和凹凸不光整。當金屬液溫度過高和澆包使用時間過長。容易引起包殼過熱。導致外殼變形。球墨鑄鐵管使內襯產生脫落和侵蝕現象。一般來說,在離心拔管生產球墨鑄鐵管件時,容易出現質量缺陷。一般有厚皮、氣孔、針孔、夾渣、滲漏等。主要缺陷為皮膚重、氣孔和針孔。如何提高球墨鑄鐵管件質量?應該采取措施在鑄鐵管件的管模具避免稀疏沖管道內壁的鑄鐵管件模具減少的速度沖管鑄鐵管件模具使沖壓點密集甚至;避免鑄鐵管件管模內壁淺沖,增加風壓,磨好沖頭,確保沖頭深度合適。管道模具內表面的油脂和雜質,特別是新使用的鑄鐵管模具,在使用前必須。對于有龜裂的鑄鐵管模具,使用時應適當增加粉量;如果龜裂嚴重,必須及時更換鑄鐵管模具。措施調整槽的位置鑄鐵管件重皮缺陷的鑄鐵管件的軸承部分由于不當的形狀槽肘部或槽的肘和套接字之間的距離有必要檢查鑄鐵管件的生產設備在生產和更換鑄鐵管件在必要時的滑槽。
