






黃石企業旺旺珩磨管絎磨管油缸管小口徑絎磨管磨管尺寸偏差的計算方法1.小口徑珩磨管檢查臺作用在成品檢查臺上,對稱品合金鋼管要逐支進行管徑、壁厚的測量,精密管,同時進行內外表面質量的檢查。2.小口徑珩磨管尺寸偏差的計算方法—小口徑珩磨管外徑偏差的計算正偏差=(D 大-D 公)/D 公×100%負偏差=(D 小-D 公)/D 公×100%外徑公差范圍=正偏差+負偏差3.小口徑珩磨管壁厚偏差計算正偏差(+△S)= S max ? S公 ×100% S公 S max ? S公 S公 ×100%負偏差(-△S)= 壁厚公差范圍=正偏差+負偏差
2黃石企業旺旺珩磨管絎磨管油缸管.鑄件白口的高溫石墨化退火鑄件冷卻時,絎磨管表層及薄截面處,往往產生白口。白口組織硬而脆、加工性能差、易剝落。因此必須采用退火(或正火)的方法白口組織。退火工藝為:加熱到550-950℃保溫2~5 h,隨后爐冷到500-550℃再出爐空冷。在高溫保溫期間 ,游高滲碳體和共晶滲碳體分解為石墨和A,在隨后護冷過程中二次滲碳體和共析滲碳體也分解,發生石墨化過程。由于滲碳體的分解,導致硬度下降,從而提高了切削加工性。3.球鐵的正火球鐵正火的目的是為了獲得珠光體基體組織,并細化晶粒,均勻組織,以提高鑄件的機械性能。有時正火也是球鐵表面淬火在組織上的準備、正火分高溫正火和低溫正火。高溫正火溫度一般不超過950~980℃,低溫正火一般加熱到共折溫度區間820~860℃。正火之后一般還需進行四人處理,以正火時產生的內應力
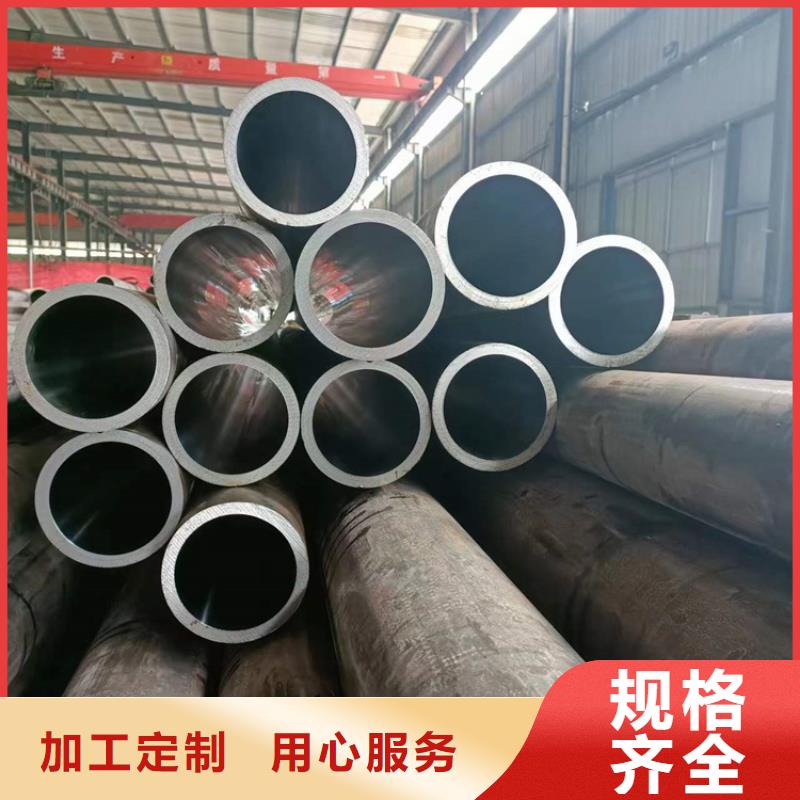
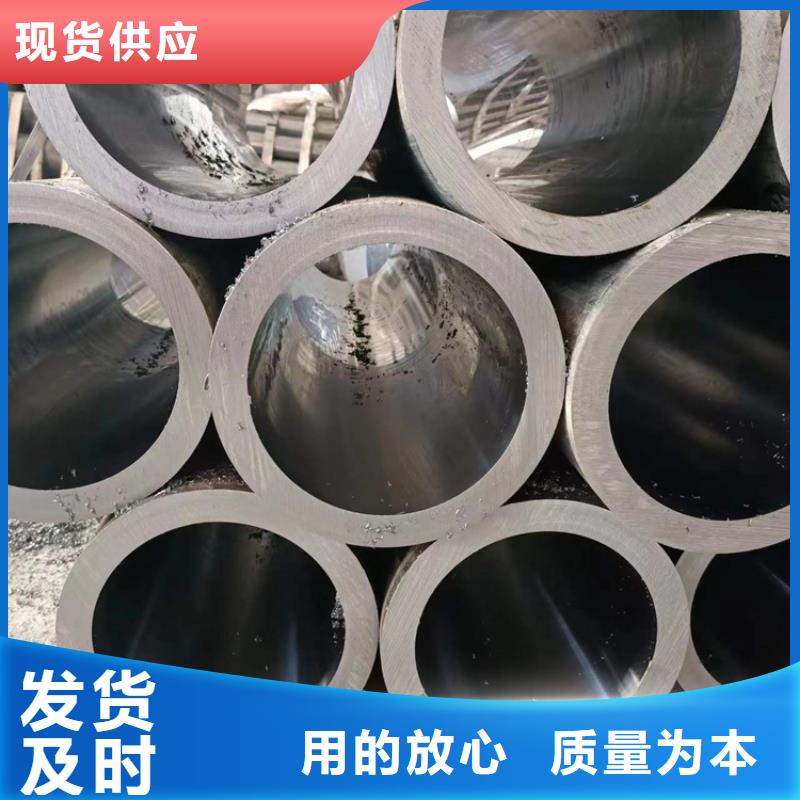
黃石企業旺旺珩磨管絎磨管油缸管大口徑絎磨管筑底反彈的可能 國內大口徑絎磨管供應繼續增加,需求有所下滑,庫存延續下降態勢,故五月份建筑大口徑絎磨管呈現重心下移的弱勢震蕩調整態勢。經歷了一個月的階段性調整,產量隱隱有出現拐點的跡象,需求雖有下滑,但并未表現出明顯的淡季特征,供需格局同步變化背景下,庫存和成本對價格的支撐仍在。 目前建筑鋼材市場仍處于高產量,低庫存,低利潤,高成本的格局之中,價格震蕩態勢難以改變。初步預計6月份國內大口徑絎磨管震蕩運行,或存在筑底反彈的可能。公司擁有絎磨管機組4條,可加工生產30--600的絎磨管(航模管油缸管)。公司生產品種規格為:內徑直徑30mm—300mm,壁厚為2mm—40mm。技術條件為:內孔精度H5—H10,內孔粗糙度Ra≤0.63um,直線度≤0.3mm/m。鋼號是20#—45#、16Mn、27SiMn及部分低合金鋼,標準GB8713-88。
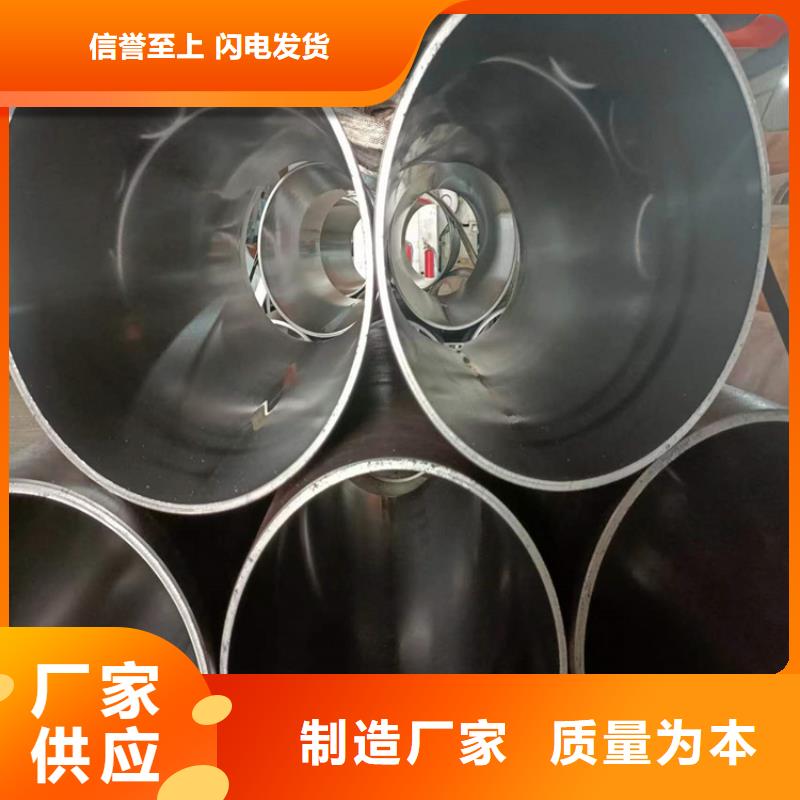
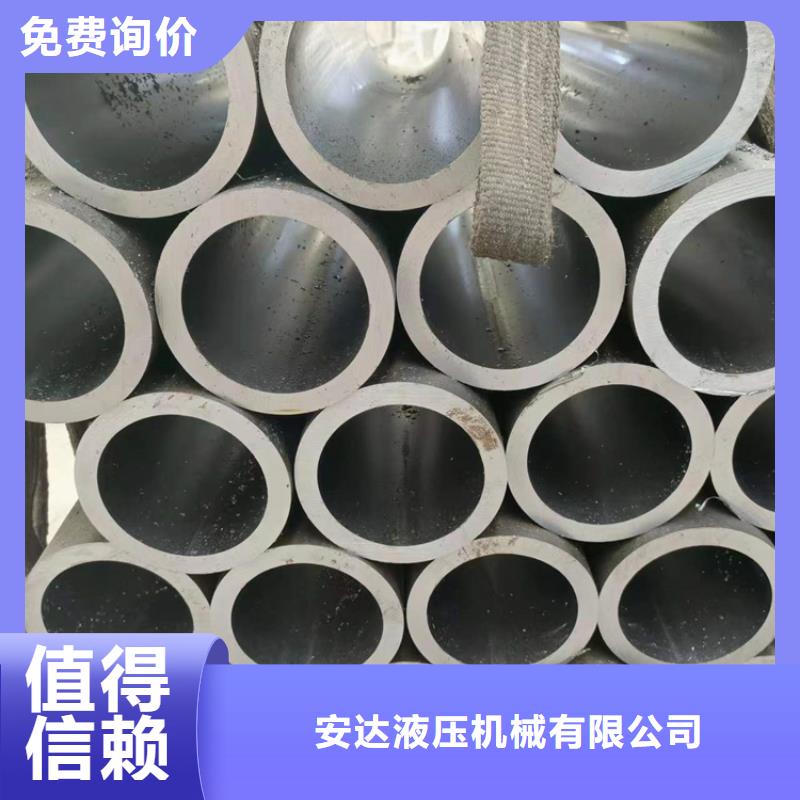
黃石企業旺旺珩磨管絎磨管油缸管絎磨管幾大優點1、提高表面粗糙度,粗糙度基本能達到Ra≤0.08μm左右。2、修正圓度,橢圓度可≤0.01mm。3、提高表面硬度,使受力變形,硬度提高HV≥4°4、加工后有殘余應力層提高疲勞強度提高30%。5、提高配合質量,減少磨損,延長零件使用壽命,但零件的加工費用反而降低。對冷拔20#絎磨管的質量進行考察,還必須要考慮到冷變形強化方面的內容和意義,首先是需要考慮到強化的具體材料和手段,因為有很多的材料是不能利用熱處理的方法來進行強化的,因此,這種冷變形的強化方式就顯得尤為重要了,再從更為長遠的方向來進行考慮,冷處理方法能夠冷拔20#絎磨管在使用過程中的保障性,因此,這種管道材料的優勢顯得更為明顯,所以,推廣度也比較高。
