





五、環境溫度太高,應改進通風、冷卻條件或替換耐熱等級更高的電動機。
六、軸承損壞或磨損過大,定子和轉子是不是設備不良。電動機風道阻塞,電動機內外積塵和油污太多,電動機電扇疑問等。
七、定子繞組匝間或相間短路或接地,使電流增大,調損添加而過熱。若毛病不嚴峻,只需從頭加包絕緣,嚴峻的應替換繞組。定子一相繞組斷路或并聯繞組中某一支路斷線,導致三相電流不平衡而使繞組過熱。應查看三相電流,并當即切除電源,找出斷路點并從頭結好。籠型轉子斷條或繞線轉子線圈接頭松脫,導致維修網電流過大而發熱。可對銅條轉子作焊補或替換,對鑄鋁轉子應替換轉子。
八、立式帶鋸床電機大修后線圈匝數過錯或某極、相、組接線過錯,可經過丈量電動機三相電流與銘牌或本身三相電流對比,發現疑問予以處理。大修后導線截面比原來截面小,要降低負荷或替換繞組。
電動機發熱的要素也許還有別的方面,可是咱們平時要嚴格依照操作規程準確運用電動機,準確保護電動機,使電動機表明清洗,電流不超越額定值,振蕩值在規模以內,作業聲響正常,軸承正切保護等,鋸床電動機的運用壽命必定會延伸的。
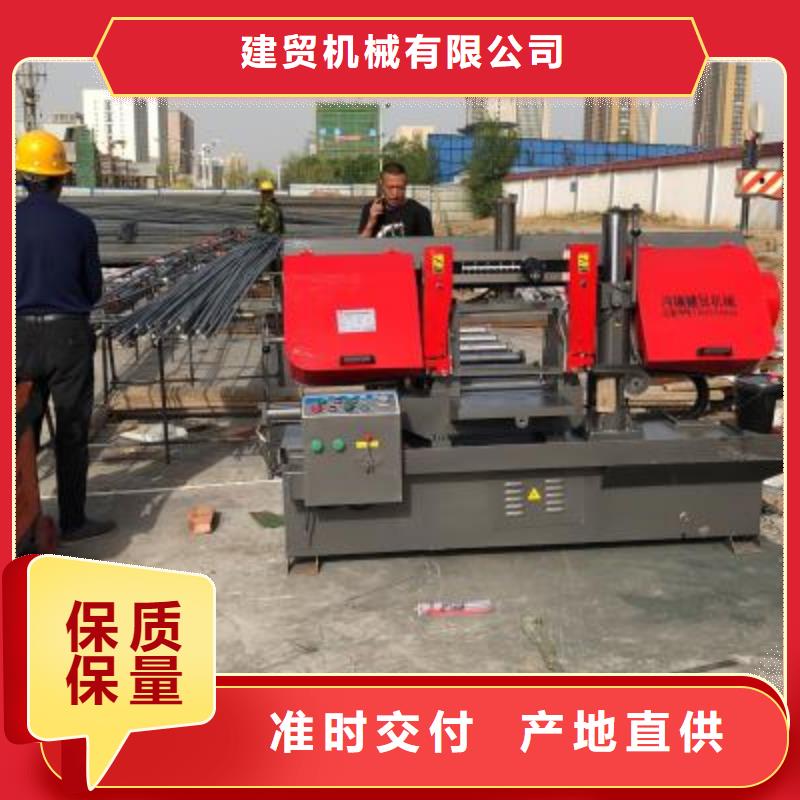
黃石數控鋼筋剪切生產線產品特點:1、剪切后輥道采用進口PLC控制,移動式軌道加固定擋板,精度高;2、液壓式剪切系統,故障率低,可靠性高,剪切能力強;3、多擋板設計,定位速度快,效率高;4、雙向收料機構,成品存放量提高一倍;5、配置套載,可大大提高材料的利用率;6、控制系統:匯川PLC,匯川變頻器,威倫觸摸屏。技術參數配置:剪切鋼筋直徑范圍:Φ12~40mm;剪切長度范圍:1~12m;剪切精度:±5mm;剪切頻率:20次/分輸送速度:1.92m/s操作人數:2人設備功率:25.5KW設備外形尺寸:28m×3.3m×2.5m 電控系統:380V,50~60HZ 液壓系統:系統壓力31.5Mpa,液壓站電機18.5KW剪切能量表(三級鋼,57kg/mm2)(注意:剪切鋼筋數量要在能量級以內)

金屬帶鋸床的操作:
1.打開控制柜一側的電源總開關,打到“ON”位置。
2.打開總停開關,按動鋸切按鈕,查看鋸床是否正常運轉。
3.啟動面板的上升按鈕,使鋸框升起。
4.裝入鋸條并漲緊鋸條。
5.放置材料,調整好材料位置。
6.點按操作面板上的夾緊按鈕開關,夾緊工件。
更換鋸條:
1.升起鋸床。
2.松開導臂下的夾緊鋸條的螺栓。
3.在鋸框左側轉動旋轉把手,放松鋸條。
4.取下鋸帶。
5.將新鋸帶套上鋸輪(注意鋸齒方向應該向右),立式金屬帶鋸床廠家,并將鋸帶裝入導輪和夾持片之間,旋轉夾緊螺栓。
6.轉動鋸框左側的旋轉把手,使鋸帶漲緊并蓋上護罩。
黃石鋸切套絲生產線原料存儲架采用大噸位存儲,并可 與棒材自動上料機配合使用,實現上一個循環尚未結束時就可進行下一步配料,以節省循環周期;全自動送料輥道,避免原料的二次搬運;鋼筋的輸送、翻轉、傳遞等全 部由機械完成,大幅度提 高了效率;鋼筋輸送滾采用V 型耐 磨輥進行,起到了耐 磨、減噪音、壽命長等特點;縮徑、滾絲主機頭實現了自動夾緊、送進、縮徑、滾絲等功效。生產線配置清單1主筋上料機構 1套 主筋承料架,可載重2噸,提高功效、減輕勞動強度2 鋸切前自動輸送機構 1套 主筋自動傳送,鏈條滾輪輸送3數控液壓鋸床 1套 采用伺服自動定尺、液壓自動夾緊與送進,PLC數字控制,精度高;鋸條寬度400MM,可并排一次鋸切14根28MM鋼筋,率。4鋸切后自動輸送機構 1套 主筋自動傳送,鏈條滾輪輸送5雙側自動翻料機構 1套 由多組氣動支撐組成,自動翻料6滾絲成料平臺 2套 可載重2噸,提高功效、減輕勞動強度7打磨成料平臺 2套 可載重2噸,提高功效、減輕勞動強度8電控系統 1套
黃石數控鋼筋鋸切生產線品質保障
