




準備好領略不銹鋼焊管優選好材鑄造好品質產品的風采了嗎?我們為您準備的視頻將帶您走進產品的世界,讓您感受它的獨特之處。
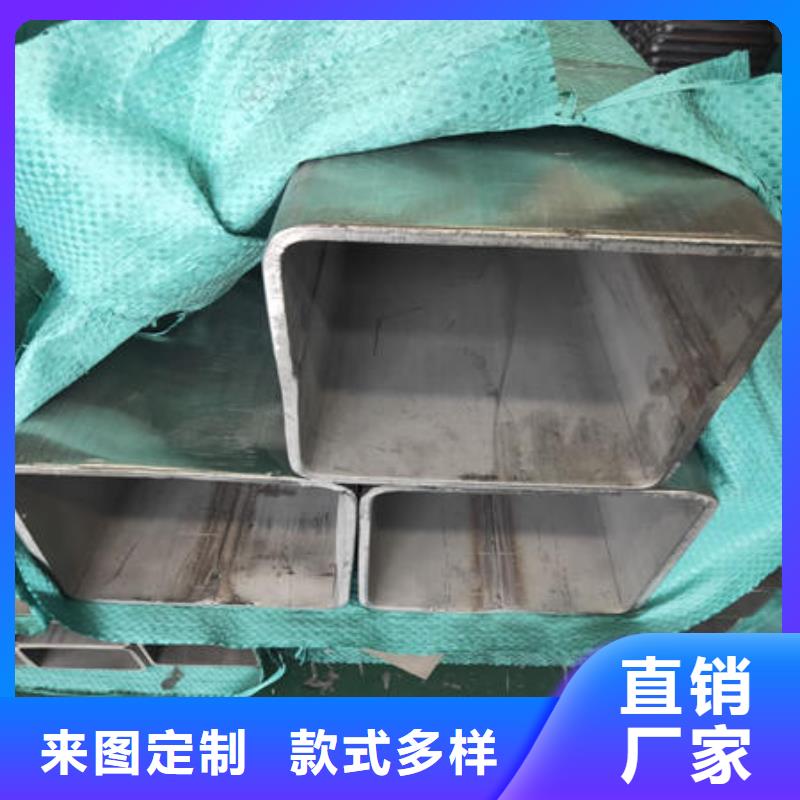
以下是:不銹鋼焊管優選好材鑄造好品質的圖文介紹
萬宇金屬材料有限公司(黃山分公司)注重現代企業形象的塑造和無形資產的積累,強化企業管理,堅持用戶至上,將質量管理與國際結軌,把 不銹鋼卷產品進入國內外大市場,樹立品牌的企業形象。公司生產設備齊全,技術力量雄厚,檢測手段先進,可根據客戶需求定制各種 不銹鋼卷。



從二者的對比不難看出,拋光不銹鋼焊管無論是成本還是性能均略遜一籌,而帶焊縫酸洗不銹鋼焊管在應用過程中優勢明顯。酸洗不銹鋼焊管才是國內工業焊管發展的主流趨勢。鋼帶經過焊管機和模具卷曲成型后焊接是不銹鋼焊管的成型過程,不僅生產效率高,且壁厚均勻,比無縫焊管更具經濟性。然而,在實際焊接過程中時常會出現“黑線管”的情況,這到底是什么原因引起的呢?不銹鋼焊管焊機電流過大,焊縫凹得太深;打磨力度不夠;打磨位置不對;打磨角度不是45度;打磨材料標號不對;打磨裝的方向不對;氬氣保護管沒有裝好,沒有對準焊接位置,或沒有氬氣造成焊縫凹得太深;模具的高低力度而產生手感問題等。可見,導致不銹鋼焊管焊接過程中出現“黑線管”的原因還是很多的,您可依據上述原因一一排除。需要注意的是,在黑線判斷方面只要是焊口部位表面打磨不干凈的部位,不管是整條線或是虛線或是點經過拋光還看得見的都叫黑線



由于單價比較高,因此在對不銹鋼焊管頭尾增厚部分進行切除時有著嚴格的工藝要求,若是切的過多會對不銹鋼焊管整體長度產生影響,但若是切的太少也會導致增厚部分過多,這也不符合生產要求。了解了不銹鋼焊管頭尾增厚長度的相關知識,勢必有助您更好地選擇和使用不銹鋼焊管。 不銹鋼焊管的焊接過程不僅加熱速度快,而且冷卻速度也快,在這樣一種急劇的溫度變化環境下焊接應力隨之產生,不銹鋼焊管的焊縫組織也有變化。為了保證焊管使用性能的發揮,我們需要通過熱處理的方式來對焊縫和母體金屬的顯組織差異進行。
那么,如何對不銹鋼焊管實施熱處理,一般不銹鋼焊管的熱處理工藝有兩種,分別是退火和正火。所謂退火是指焊接應力狀態和加工硬化現象,改善不銹鋼焊管的焊縫塑性,通常加熱溫度在相變點以下。而作為一種常化處理工藝,正火改善了不銹鋼焊管力學性能的不均勻性,使母體金屬與焊縫處金屬力學性能相接近,完善金屬顯組織、細化晶粒,加熱溫度在相變點以上某一點經過空冷。根據不銹鋼焊管使用要求的不同正火還有焊縫熱處理和整體熱處理之分。
那么,如何對不銹鋼焊管實施熱處理,一般不銹鋼焊管的熱處理工藝有兩種,分別是退火和正火。所謂退火是指焊接應力狀態和加工硬化現象,改善不銹鋼焊管的焊縫塑性,通常加熱溫度在相變點以下。而作為一種常化處理工藝,正火改善了不銹鋼焊管力學性能的不均勻性,使母體金屬與焊縫處金屬力學性能相接近,完善金屬顯組織、細化晶粒,加熱溫度在相變點以上某一點經過空冷。根據不銹鋼焊管使用要求的不同正火還有焊縫熱處理和整體熱處理之分。


與304不銹鋼焊管廠配套使用的側面進水專用三通或四通管件,屬于304不銹鋼焊管擠壓膠圈密封滑動接頭,一般允許伸縮滑動的距離均在常規施工和使用階段的溫差范圍以內,根據UPVC管線膨脹系統,允許管長為4M,也就是說無論是立管還是橫支管,只要管段在4M以內,均不要再另設伸縮節。304不銹鋼焊管采用螺母擠壓膠圈密封接頭。這種接頭是一種滑動接頭,可以起伸縮的作用,因此應按規程考慮管子插入后適當的預留間隙。304不銹鋼焊管避免施工中由于個別操作人員圖省事,造成預留間隙過大或過小,日后隨季節溫度變化,管道變形引起滲漏。從國產不銹鋼管產品上看,鋼種以奧氏體鋼為主,無縫鋼管包括冷拉管、冷軋管、熱擠壓管、離心鑄造管、旋壓管;焊接管包括:等離子焊、氬弧焊、埋弧焊、光速焊接和高頻焊接等焊管。



