



以下的數控鋼筋籠成型機橋梁必備視頻將帶您深入了解產品的每一個細節,讓您對其優點和特點一目了然。幾十秒就能了解產品魅力。
以下是:安徽黃山數控鋼筋籠成型機橋梁必備的圖文介紹
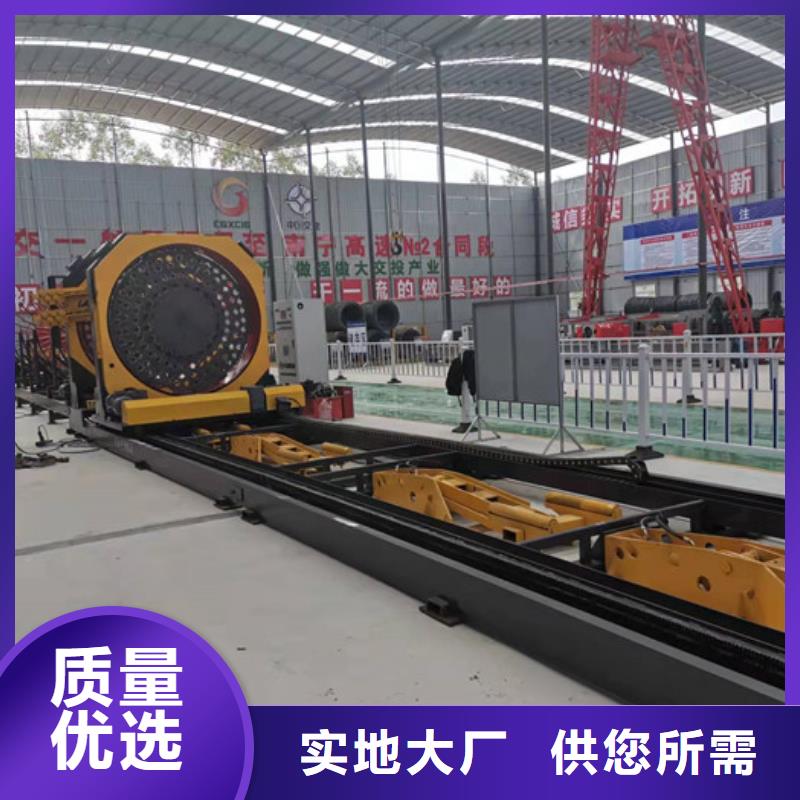
產品特點圖

對于鋼絲來說,做彎曲檢驗是無濟于事的,所以鋼絲一般是做反復彎曲檢驗來測定其塑性指標。拉伸檢驗中要測定鋼筋(型鋼)的屈服點、抗拉強度、延伸率三個指標。彎曲檢驗是用彎心直徑與彎曲角度來表示的,鋼絲是用反復彎曲的來表示。這些指標都在相應的 標準中作了明確的規定。鋼筋在加工過程中,如發現脆斷、焊接性能不良或力學性能顯著不正常等現象,應根據現行 標準對該批鋼筋進行化學成分檢驗或其他專項檢驗。帶肋鋼筋的橫肋與鋼筋軸線夾角不應小于45,當該夾角不大于70時,鋼筋相對面上橫肋的方向應相反。橫肋的間距不得大于鋼筋公稱直徑的0.7倍。橫肋側面與鋼筋表面的夾角/不得小于45。鋼筋相對兩面上橫肋末端之間的間隙(包括縱肋寬度)總和應不大于鋼筋公稱周長的20%

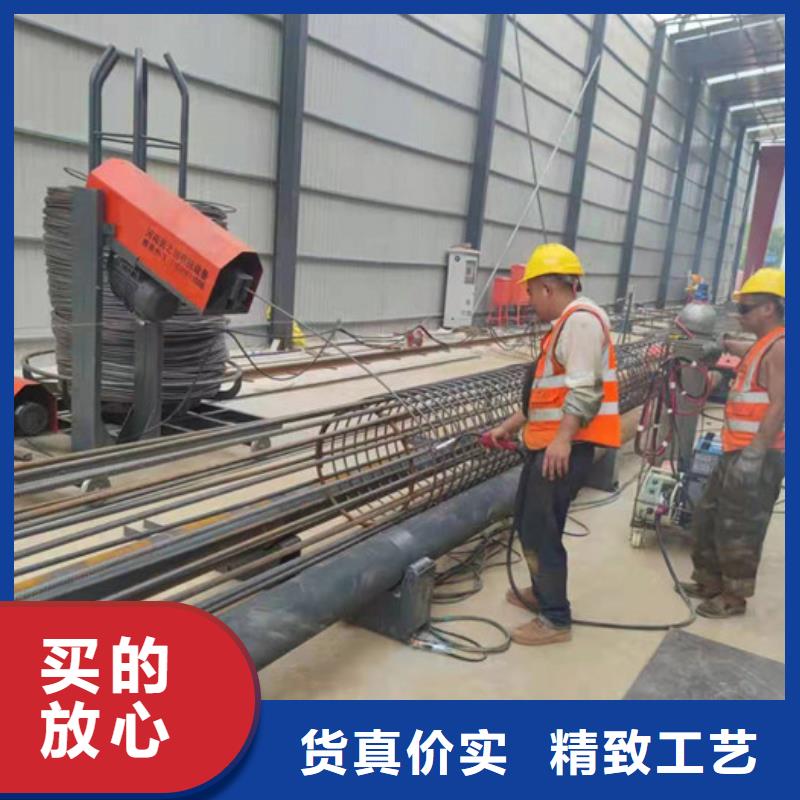
適用范圍


建貿數控鋼筋籠滾焊機廠家(黃山市分公司)地處石像鎮老官趙村3組,地理位置優越,此處交通便利,本公司專業生產 鋼筋籠繞筋機。 公司的經營戰略:樹立長期發展和競爭意識,在創造公平競爭環境,鼓勵競爭的前提下以客為尊,制定適應客戶的市場策略。公司的品質方針:站在客戶立場監控產品質量,以客戶滿意的產品為宗旨。公司的服務宗旨:以誠信為本!為客戶提供長期品質穩定的貨源及發展上的支持,使客戶經營綜合效益得到提高,在合作中建立“雙贏”的發展目標。公司精神: 重視溝通、協商、合作、不斷創新、服務 ,公司有完善的網絡銷售平臺,一批年輕、充滿朝氣、誠信、務實的銷售團隊,贏得了海內外客戶的信任與支持。



為什么選擇我們

力爭以先進的技術,優良的產品質量,為各采購企業提供多方位的服務。具體步驟如下:(1)自動裝鋼筋,將待切斷的鋼筋到裝載平臺上,啟動裝載按鈕,自動將所需的加工鋼筋推到運輸軌道上;(2)鋼筋的自動傳輸根據沖裁的長度,手動固定傳感器位置,長沙無皮帶鋼筋籠滾籠機,傳輸按鈕,計算機終端控制鋼筋自動將鋼筋傳送到傳感器位置。數控切割平臺由兩臺鋼制立式輸送機和一臺鋼材切割機組成。在將要切割的鋼筋到裝載平臺之后,手動啟動計算機終端的裝載,運輸,切割和卸載。按下按鈕完成鋼筋的沖裁。(3)鋼筋自動切斷鋼筋觸摸傳感器后,無皮帶鋼筋籠滾籠機廠家,通過傳感器傳遞到鋼筋切割機自動切斷,確保切割后每個棒端的長度一致。(4)鋼棒自動卸料完成后。
啟動運輸按鈕,傳感器自動抬起,切割后鋼筋輸送到卸料傳感器,傳感器啟動卸料系統,并將鋼筋卸載到下一工序的施工位置。鋼網格柵的焊接1.首先將由張開的肋條成型機形成的箍筋的位置和數量放在模具的中間,并驗證數量。2.將四個主肋一個接一個地夾在模卡槽上,并箍筋的間距以滿足設計要求。3.在完成主肋和箍筋的調節之后,進行點焊以將箍筋焊接到主肋上。但焊接不允許太深,邵主要肌腱。4.環肋焊接完成后,焊接附加的肋和肋,必須保證焊縫的長度和高度。張拉肋結構壽命的方法和措施:為了結構壽命的方法和措施,分析了影響結構壽命的原因,并分析了改善結構壽命的對策。結構的壽命從三個方面進行:設計,施工和。在設計對策方面,應通過肋的韌性
啟動運輸按鈕,傳感器自動抬起,切割后鋼筋輸送到卸料傳感器,傳感器啟動卸料系統,并將鋼筋卸載到下一工序的施工位置。鋼網格柵的焊接1.首先將由張開的肋條成型機形成的箍筋的位置和數量放在模具的中間,并驗證數量。2.將四個主肋一個接一個地夾在模卡槽上,并箍筋的間距以滿足設計要求。3.在完成主肋和箍筋的調節之后,進行點焊以將箍筋焊接到主肋上。但焊接不允許太深,邵主要肌腱。4.環肋焊接完成后,焊接附加的肋和肋,必須保證焊縫的長度和高度。張拉肋結構壽命的方法和措施:為了結構壽命的方法和措施,分析了影響結構壽命的原因,并分析了改善結構壽命的對策。結構的壽命從三個方面進行:設計,施工和。在設計對策方面,應通過肋的韌性
