
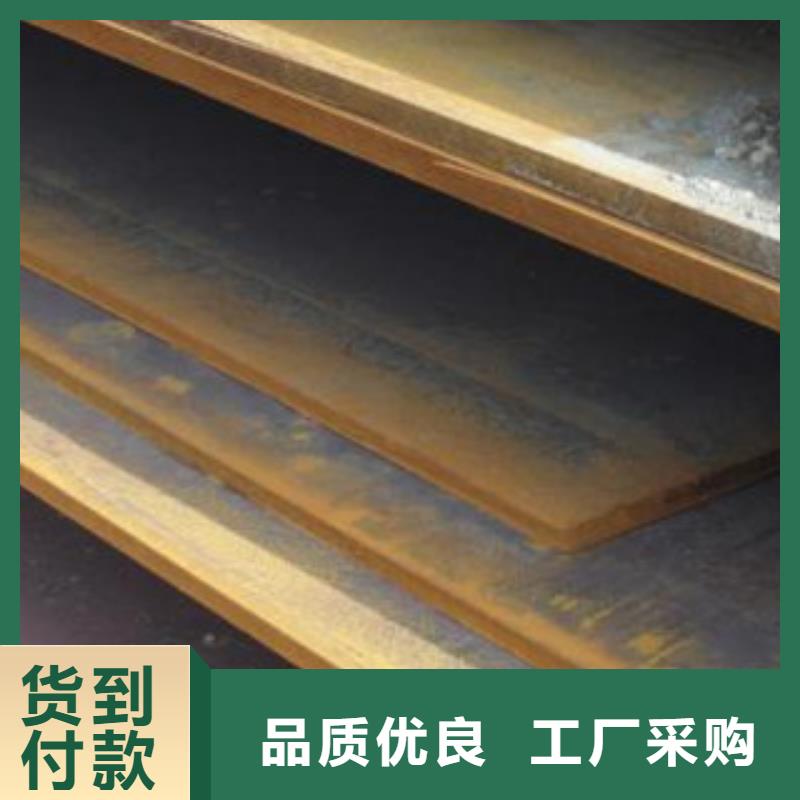







厚壁不銹鋼板表面劃傷缺陷主要有以下種類:基板劃傷基板劃傷是指由于軋機卷取等原因引起的冷軋厚壁不銹鋼板表面劃傷。由于基板劃傷處的鋅鐵反應速度明顯高于正常表面,帶鋼經熱鍍鋅后,基板上的缺陷將更為明顯。通過加強上道工序對來料質量的檢查,完全可以杜絕有劃傷的基板進入鍍鋅線。鋅鍋輥造成的劃傷鋅鍋輥劃傷是厚壁不銹鋼板產品劃傷的主要來源,占劃傷缺陷的70%以上。鋅鍋輥由沉沒輥、校正輥、穩定輥3個輥組成。它處于鋅液中的特殊位置,不利于安裝電機進行傳動,因此大多數鋅鍋輥是被動輥,完全靠帶鋼表面與鋅鍋輥輥面之間的摩擦力使鋅鍋輥與帶鋼同速運動;但有時由于鋅液成分變化、鋅鍋輥的使用、工藝速度變化等因素的影響,致使帶鋼與沉沒輥之間因傳動摩擦力不足而發生相對滑動,從而產生厚壁不銹鋼板劃傷的表面缺陷。另外,黏附在鋅鍋輥上的鋅渣也是造成劃傷的主要因素。
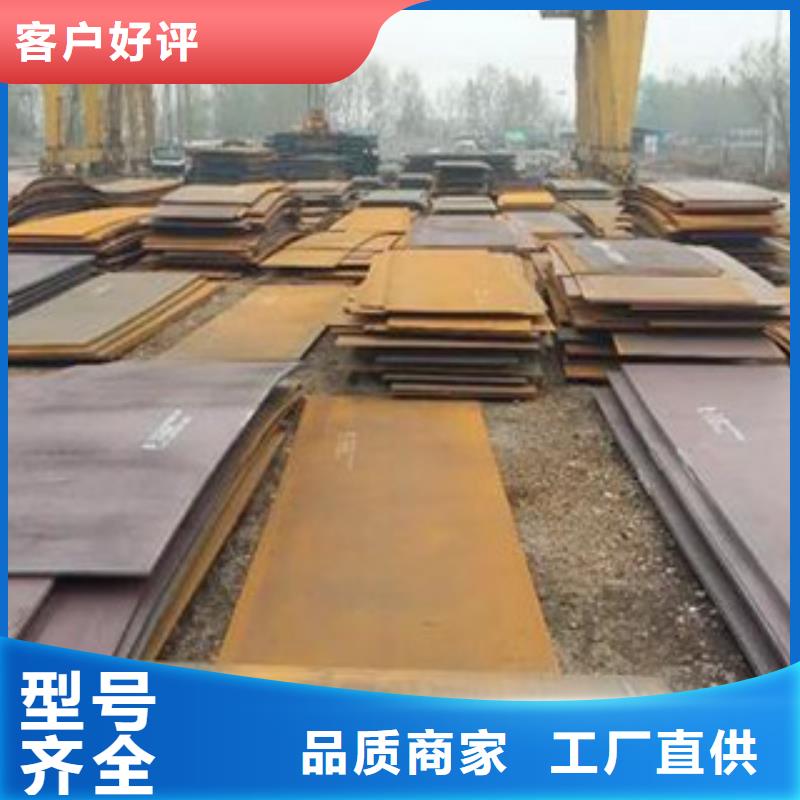
在使用鋼板進行加工制作的過程中,有的設備對于鋼板厚度的要求比較高,例如在造船廠中,為了船只的抗沖擊性,需要選用特厚鋼板來進行安裝應用,這樣的板材和普通的鋼板相比更加厚,而且板材的規格和尺寸也有一定的區分標準,近年來特厚鋼板的應用越來越廣泛,所以特厚鋼板的需求量也開始攀升。在使用特厚鋼板的時候,經常需要進行特厚鋼板切割操作,那么在對這種板材進行切割時需要掌握哪些技巧方法呢?
在進行特厚鋼板切割操作時,切割速度不可以過快,很多加工生產行業會遇到這樣的問題,就是在對特厚鋼板進行切割時,為了加快速度,所以進行這些工藝操作的過程中會忽視很多細節問題,這樣就容易產生廢件,有的板材會裂紋,所以對于特厚鋼板進行切割時,一定要注意速度不可以過快,應該以低速加工為主,這樣可以有效工作效率。
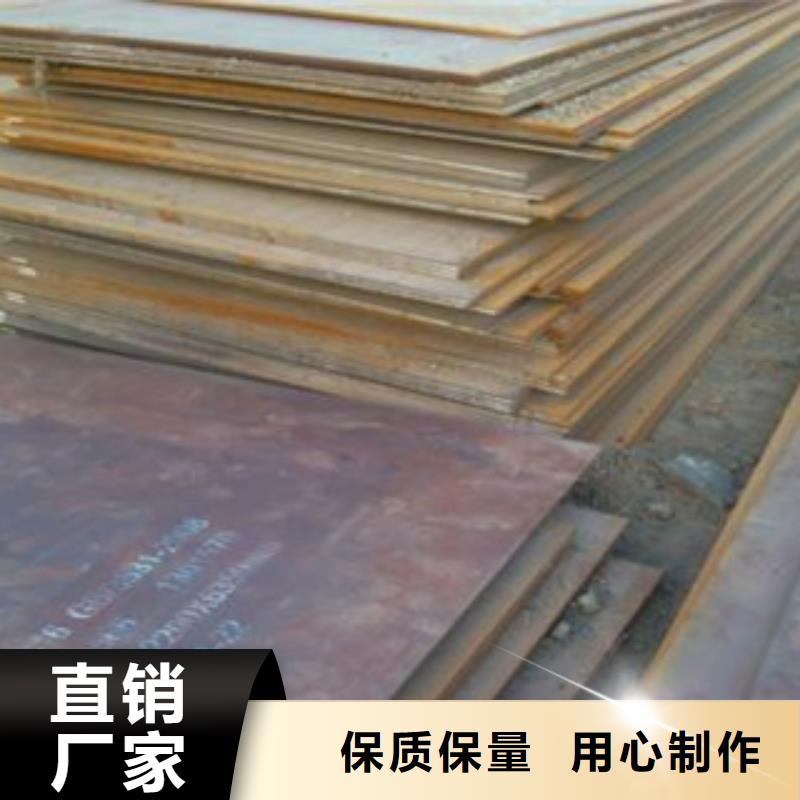
鋼板是建筑工程中的重要用具,其使用壽命非常長,據統計,按照正常的使用方法,能夠使用長達五十年的時間,而且能夠適應各種惡劣的施工環境。

隨著切削速度的增加,厚壁不銹鋼板表面粗糙度值略減小,這種變化主要受機床動態特性的影響。當f=5.0μm/r,ap=6.00μm時,表面粗糙度的變化范圍僅為2nm左右,因此說切削速度對厚壁不銹鋼板表面粗糙度基本無影響。金剛石車削銅合金時也能夠得到同樣的結論。當切削速度為314m/min、進給量為5μm/r時,背吃刀量小于6μm時,對加工表面粗糙度基本無影響。 當切削速度為314m/min、背吃刀量為6μm時,可知小進給量可得到小的表面粗糙度值。但是由于小切削厚度的存在,實測的表面粗糙度值往往要比理論粗糙度值大幾倍。厚壁不銹鋼板產品優勢走向厚壁不銹鋼板具有以下突出的優勢:卓越的力學性能、超群的耐磨損性能、衛生性能好、良好的耐溫性能、保溫性能較好、內壁光滑水阻小;外表美觀、清潔、時尚,可回收再利用;有利于節約水資源;使用范圍廣;中地熱能損耗。
