18762195566


聯系我們

更新時間:2025-05-24 20:24:11 ip歸屬地:黃山,天氣:多云轉陰,溫度:5-21 瀏覽次數:1 公司名稱: 廣順交通設施有限公司(黃山分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 20/件 |
| 發貨期限 | 1-7 |
| 供貨總量 | 50986 |
| 運費說明 | 電聯 |
| 質量等級 | A |
| 是否廠家 | 是 |
| 產品材質 | 齊全 |
| 產品規格 | 齊全 |
| 發貨城市 | 全國 |
| 產品產地 | 山東 |
| 產品型號 | 齊全 |
| 可售賣地 | 全國 |
| 是否進口 | 否 |



黃山賣橋梁景觀護欄的生產廠家 云海旭金屬材料有限公司
此路段自從安裝了道路護欄之后,交通事故大幅的下降,據部門介紹,道路護欄可明顯改觀交通狀況,改善通行秩序,規范了車輛行車秩序,減輕了交通事故損失的同時也大幅了交通事故的發生。以上介紹的是道路護欄在交通事故中的作用,希望大家有所了解,更多信息請登錄。 下面為大家介紹一下鐵藝護欄作應考慮的問題:一般說來,鐵藝護欄在制作過程中廠家已考慮到了戶外環境的特點,在材料和涂料的選用上都力求做到防銹、耐磨、抗腐蝕,抗曝曬等,所以用戶只需在選購鐵藝護欄時認準知名的廠家。 下面為大家介紹一下不銹鋼復合管護欄的應用領域:不銹鋼復合管護欄適用于工業與民用建筑的觀景陽臺、落地窗戶、樓梯扶手、平臺、花臺、外置空調機臺的護欄以及庭院、道路、街區護欄。背景:目前,通常采用輕型鋼管或白鋼管,現場進行焊接、打磨、噴漆涂飾作業的方式安裝護欄。 由于原材料、油漆、有機稀釋劑、焊具、線纜等物品相繼進入工地,給建筑區域環境造成污染;在生產、文明施工和成品保護諸方面產生不利因素。即使將完成烤漆的成品護欄運至現場安裝,其焊接部位的防腐漆膜會因電焊產生的高溫而受到無法補救的損害。
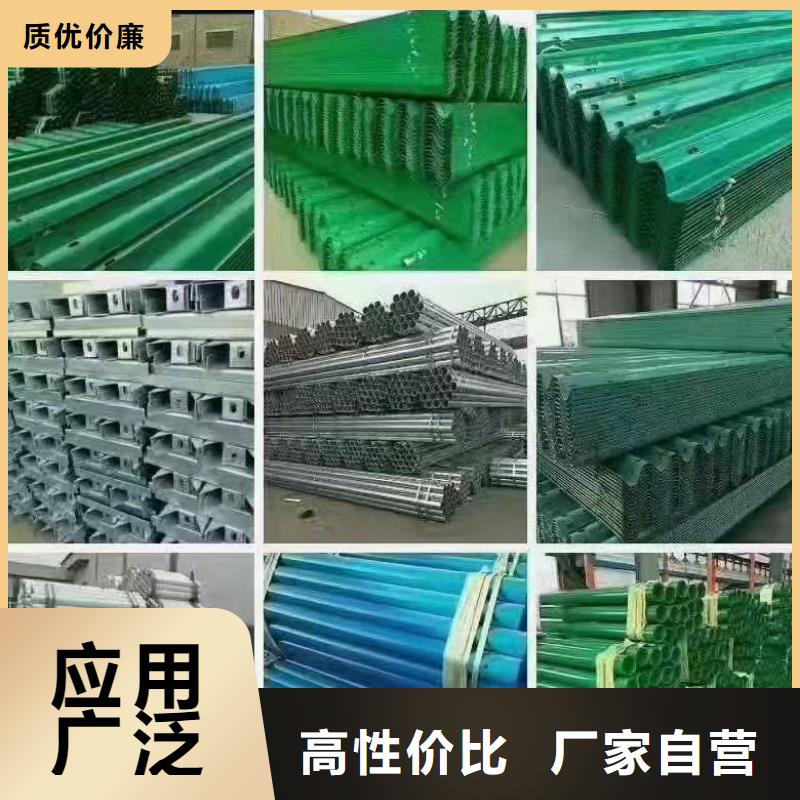
護欄與景觀相協調,形式美。防腐處理:經除銹、打磨、鈍化、涂塑,硫化等工藝后,采用鍍塑處理,色彩為果綠色,鍍層厚度為0.5~0.6mm,鍍粉采用抗老化性能較佳的進口耐候性粉料,鍍層必須顏色一致,表面光滑,不允許有流掛、滴瘤或多余結塊。 鍍件表面應無漏鍍、露鐵等缺陷。隔離欄用途:主要用于高速公路、鐵路、機場、港口、碼頭、市政建設及養殖業等,主要作用于隔離及防護。結構:用高強度冷拔低碳鋼絲焊接后在經過液壓成型,用連接附件與鋼管支柱固定。 本產品是專為機場設計的新型圍界產品,采用高強度低碳鋼絲焊接,立柱為矩形鋼及高強度圓管,頂部加焊V型支架,的抗沖擊力,頂部在增加刀片刺絲后又很好的增強了防護性能,大型機場已廣泛采用此?。 特點:強度高、鋼性好、造型美觀、視野寬廣,安裝簡便,感覺明亮、輕松。(三)結構:面一體,用連接附件與鋼管支柱固定。特點:強度高、鋼性好、造型美觀、視野寬廣,安裝簡便,感覺明亮、輕松。CC采用后與C型柱鋼柱用連接螺栓成型,面平、緊等特點。


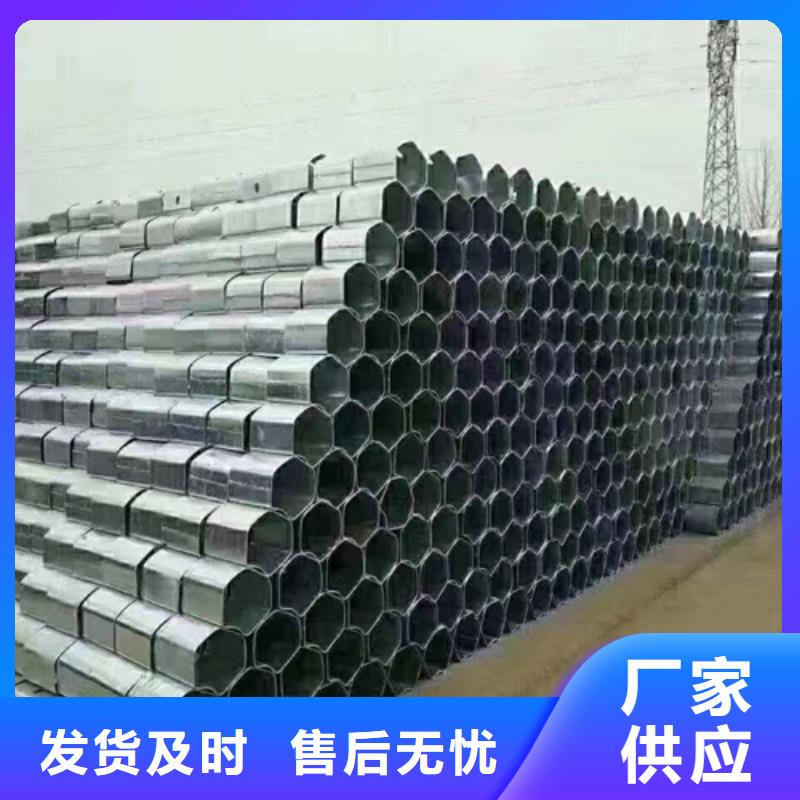
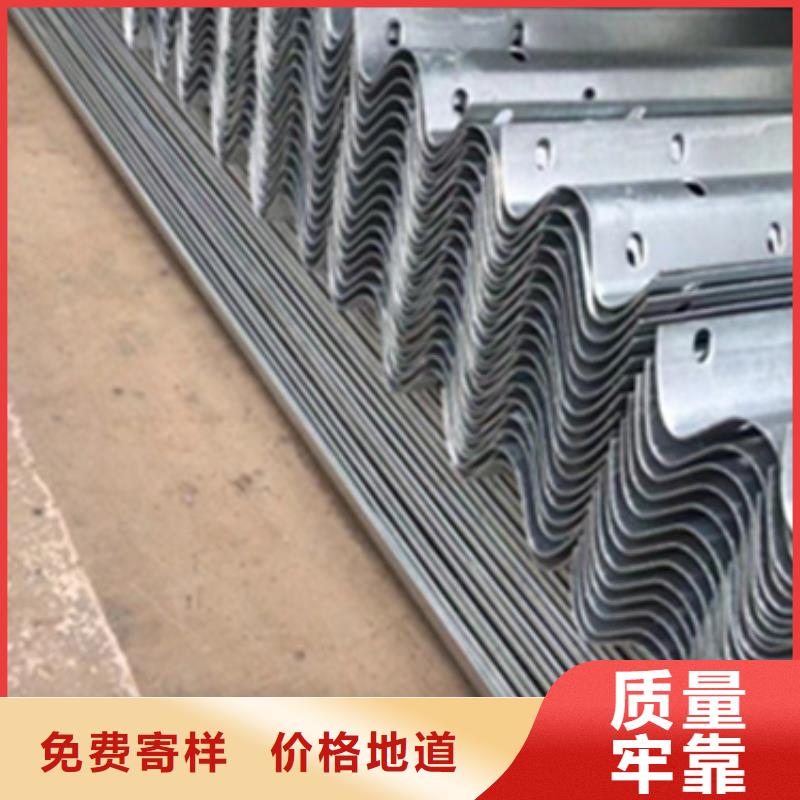
三波形梁護欄板的規格長4320毫米,波寬505毫米,波高85mm板厚:4mm;理論重量:102kg配合130*130的方管立柱。立柱:規格Φ11Φ140mm長度根據要求一般為85米、95米、2米、15米壁厚5MM;理論重量:Φ114的115kg/m、Φ140mm的104kg/m.標準段每公里用250塊護欄板。 特點:防腐、防老化、抗曬、耐候等特點。表面防腐形式有電鍍、熱鍍、噴塑、浸塑,鍍鋅后浸塑。使用效果:⑴結構合理,功能優。與景觀相協調,形式美。防腐處理:經除銹、打磨、鈍化、硫化等工藝后,采用鍍塑處理,色彩為果綠色,鍍層厚度為0.6~6mm,鍍粉采用抗老化性能較佳的進口耐候性粉料,鍍層必須顏色一致,表面光滑,不允許有流掛、滴瘤或多余結塊。 鍍件表面應無漏鍍、露鐵等缺陷。根據其樣式可分等等。是重要的交通基礎設施,高速公路是從80年代發展起來的,它對國民經濟和社會的發展起著重要的影響作用。是高速公路重要和保障設施。 材質:選用低碳鋼絲、鋁鎂合金絲,噴塑。編織及特點:編焊而成;網格結構簡練、便于運輸、安裝不受地形起伏限制,是對于山地、坡地、多彎地帶適應性極強。該產品堅固耐用、價格中等偏低,適合大面積采用。用途及使用范圍:主要用于公園/動物園圍欄、校園/場區圍界、道路交通隔離、臨時隔離帶。

公路護欄是為了更好的維持交通秩序,但是公路防護欄如何延長使用壽命呢。進行浸塑是防腐的方法之一現在國內比較成熟的作法是:粉末浸塑法它起源于流化床法所謂的流化床初是在溫克勒氣體發生爐上應用于石油分解,進而了固氣兩相工藝,后逐漸用于金屬涂塑方面。 我們知道流化床是固體流態的第段(階段為固定床階段,第段為氣流輸送階段),在固定床的基礎上繼續增大流速(W),床層開始和松動,床層高度開始增加,每個粉末顆粒被浮起,因而離開原來位置作一定程度的移動,這時便進入流化床階段。 所以有時仍叫"流化床包覆法",實際過程是把粉末涂料加入底部多孔透氣的容器(流動槽)中,由鼓風機從下送入經過處理的壓縮空氣,使粉末涂料達到"流化狀態"。成為均勻分布的細散粉末。bc段說明流化床內粉層,其高度(I)隨著氣體速度的增大而增加,但床內壓強(△P)并不增大,在一定范圍內變動流速而不影響流體所需的單位功率,這是流化床的特征,正是利用這一特點來進行涂裝工藝實施的。 流化床內粉末流化狀態的均勻性是保證涂膜均勻的關鍵。在粉末涂裝上用的流化床屬于"豎式流態化"流化數必需經過試驗找出,一般以能夠涂敷即可,流化床內粉末的懸浮率可達30~50%。浸塑方法如下:例如:經過除油預熱到粉末涂料熔融點以上,浸漬到流化床中后塑粉會均勻粘附,然后塑化高分子交聯流平成鋼塑復合制品.。
