

更新時間:2025-05-28 10:53:05 ip歸屬地:黃岡,天氣:陰轉晴,溫度:18-24 瀏覽次數:4 公司名稱:聊城 龍麗金屬材料(黃岡市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 266 |
| 發貨期限 | 電議 |
| 供貨總量 | 電議 |
| 運費說明 | 電議 |
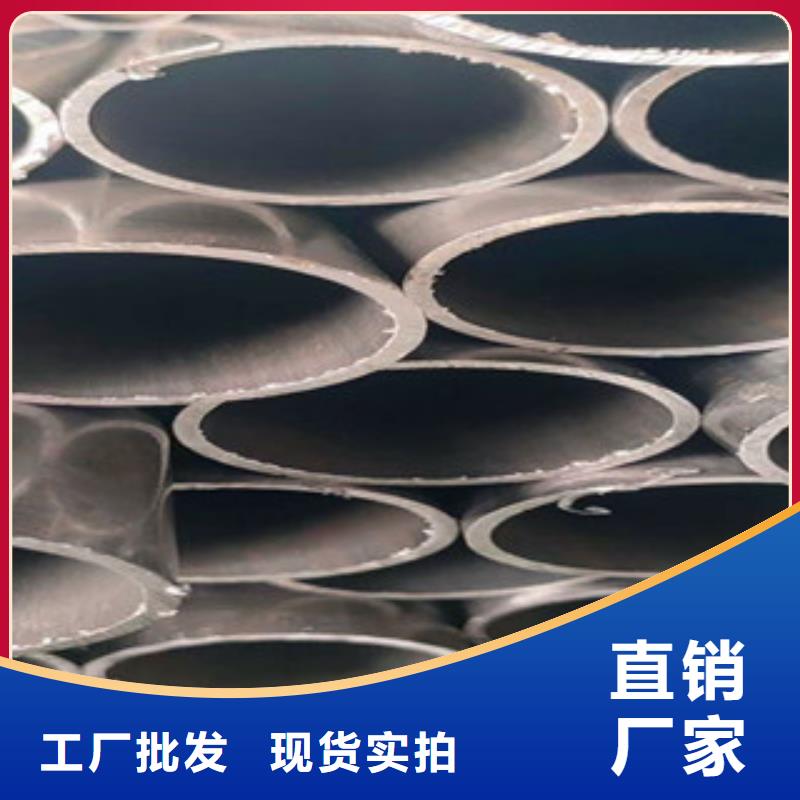
| 無縫鋼管 | 國標 |
| 無縫鋼管 | 國標 |
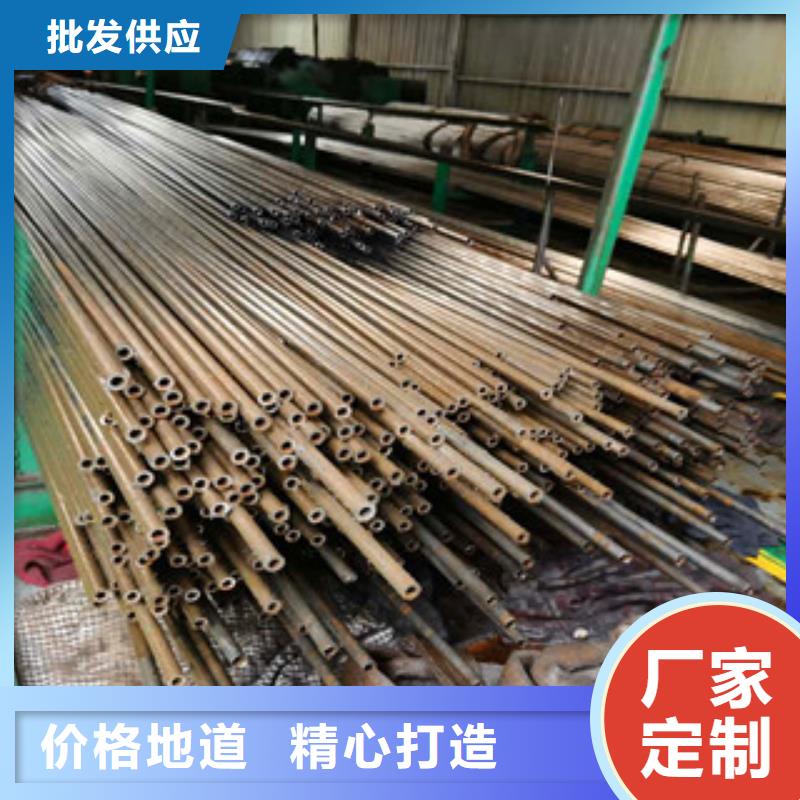



精密鋼管的冷拔
拔制管材的各種常規方法如圖1所示。
(1)無芯棒拔管,用于只減小管子外徑。
(2)不動短芯棒拔管,用于同時減小管子外徑和壁厚;這種方法由于芯棒固定,且使用固定外模,摩擦阻力大,拔制力大,道次變形量小;優點是拔制方法簡單,故被廣泛應用。
(3)浮動芯棒拔管,常用于卷筒拔管,能生產很長的管子(100m以上)。浮動芯棒拔制時拔制力較小,可提高道次變形量;由于不存在拉桿的限制,可帶芯棒拔制直徑很小的管子。
(4)長芯棒拔管,拔管時由于芯棒同管子一起運動,基本上了芯捧上的摩擦阻力,因而可降低拔制力和增加道次變形量;芯棒運動還可降低管子內表面粗糙度;長芯棒拔管的缺點是對芯棒要求嚴格,且拔后要脫棒。脫棒的方法有兩種:一種是在斜軋機上將管子和芯棒一起展軋,使管子少量擴徑,之后在抽棒機上將芯棒抽出;另一種是利用雙模拔制來進行抽芯棒前的擴徑(見圖2),后一個模子是附加模,通過附加模時管壁只有很小的變形量,管子直徑稍有擴大,可降低脫棒時的脫棒力;也可用兩個四輥滾模進行展軋脫棒。
(5)擴徑拔管,管子壁厚減小,直徑增大,管長有些縮短;擴徑拔管時,管子固定不動而拉桿帶動芯棒從管內通過。


超薄壁管是指直徑與壁厚之比在100以上的管材。超薄壁管主要用作彈性元件波紋管的坯料或換熱管坯料等。它的生產方法有冷軋、冷拔和旋壓等方法。軋制法一般生產率較高,尺寸精度高,表面質量好,廣為采用。
1954年蘇聯研制的多輥式冷軋管機適于軋制超薄壁管,在這種軋機上,可以軋制小壁厚0.03mm的管材。
在多輥冷軋管機上軋制超薄壁管的關鍵有3點:
(1)減徑量不能過大,LD-30一般小于1mm,LD-15小于0.5mm;
(2)軋輥開口角不能過大,否則會出現軋出的管子呈竹節狀;如果開口角過小,會出現棱面,影響管子精度;
(3)軋制成品道次管材不能過硬,即在成品前道次應該退火。
用冷拔管法生產超薄壁管時,一般均采用超聲波振動(見超聲波振動拔管),無超聲波振動拔管生產的管子直徑與壁厚之比不超過50,而帶超聲波振動時可達500。



精拉無縫鋼管價格一直是客戶關注的一個問題,關鍵是 精拉無縫鋼管配置決定 精拉無縫鋼管價格,不同配置 精拉無縫鋼管價格相差很大。影響 精拉無縫鋼管價格的因素有很多,像用的材質,配置要求等,才能給你一個合理的報價。建議撥打我們的客服熱線,根據不同的需求給你一個準確的 精拉無縫鋼管報價!


