



我們的視頻卻能以直觀、生動(dòng)的方式,讓您感受到產(chǎn)品的獨(dú)特之處。觀看視頻,讓珩磨管高精度空心桿優(yōu)選廠商自己向您展示它的卓越品質(zhì)和出色性能。
以下是:珩磨管高精度空心桿優(yōu)選廠商的圖文介紹
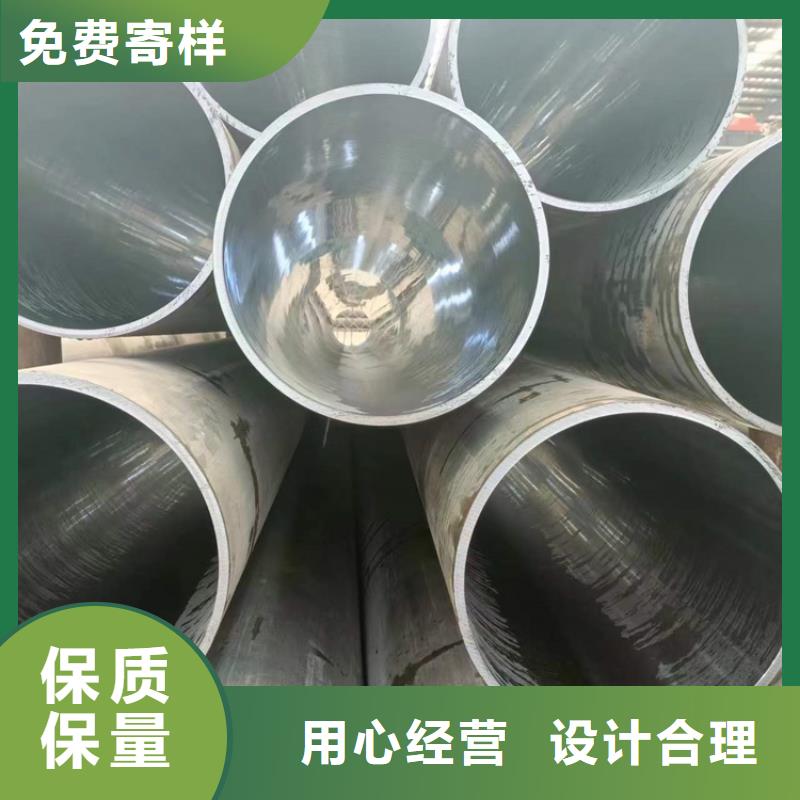
企業(yè)旺旺珩磨管絎磨管油缸管如何給珩磨管設(shè)置定壓1、脫落切削階段,這種定壓珩磨,開(kāi)始時(shí)由于孔壁粗糙,油石與孔壁接觸面積小,接觸壓力大,孔壁的凸出部分快被磨去。而油石表面因接觸壓力大,加上切屑對(duì)油石粘結(jié)劑的磨耗,使磨粒與粘結(jié)劑的結(jié)合強(qiáng)度下降,因而有的磨粒在切削壓力的作用下自行脫落,油石面即露出新磨粒,此即油石自銳。2、破碎切削階段,隨著珩磨的進(jìn)行,孔表面越來(lái)越光 ,與油石接觸面積越來(lái)越大,單位面積的接觸壓力下降,切削效率降低。同時(shí)切下的切屑小而細(xì),這些切屑對(duì)粘結(jié)劑的磨耗也小。因此,油石磨粒脫落少,此時(shí)磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 負(fù)荷大,磨粒易破裂、崩碎而形成新的切削刃。珩磨管3、堵塞切削階段,繼續(xù)珩磨時(shí)油石和孔表面的接觸面積越來(lái)越大,細(xì)的切屑堆積于油石與孔壁之間不易排除,造成油石堵塞,變得光滑。因此油石切削能力低,相當(dāng)于拋光。若繼續(xù)珩磨,油石堵塞嚴(yán)重而產(chǎn)生粘結(jié)性堵塞時(shí),油石完全失去切削能力并嚴(yán)重發(fā)熱,孔的精度和表面粗糙度均會(huì)受到影響。此時(shí)應(yīng)盡快結(jié)束珩磨。
選廠商")
選廠商")
企業(yè)旺旺珩磨管絎磨管油缸管要想使珩磨管獲得良好的珩磨效果,除選用先進(jìn)的珩磨工具及正確選用磨條材料和粒度外,珩磨時(shí)采用工藝參數(shù)對(duì)加工質(zhì)量和生產(chǎn)率也有很大的影響。比如說(shuō)適當(dāng)增加珩磨的往復(fù)運(yùn)動(dòng)速度,除了提高工效外,還能改善表面質(zhì)量。還有關(guān)于管材珩磨中的珩磨壓力,也就是砂條作用在工件表面的壓力,決定于被加工表面的硬度,磨條的性質(zhì)及加工的表面粗糙度要求。為了減小珩磨時(shí)工件的發(fā)熱,及時(shí)排除切屑以細(xì)化表面粗糙度,在珩磨時(shí)必須施加潤(rùn)滑冷卻液,保證珩磨管的精度。由于珩磨管具有中空截面的特殊結(jié)構(gòu),因此它被廣泛用作于輸送流體的管道,比如石油、天然氣、水以及一些固體物料的輸送管道都是用珩磨管制成的。當(dāng)然除此之外,珩磨管也是制造布局件和機(jī)械零件的選擇之一。冷拔絎磨管 工藝流程冷拔(軋)無(wú)縫鋼管:圓圓管坯→加熱→穿孔→打頭→退火→酸洗→涂油(鍍銅)→多道次冷拔(冷軋)→坯管→熱處理→矯直→水壓試驗(yàn)(探傷)→標(biāo)記→入庫(kù)。什么是冷拔絎磨管?
選廠商")
選廠商")
選廠商")
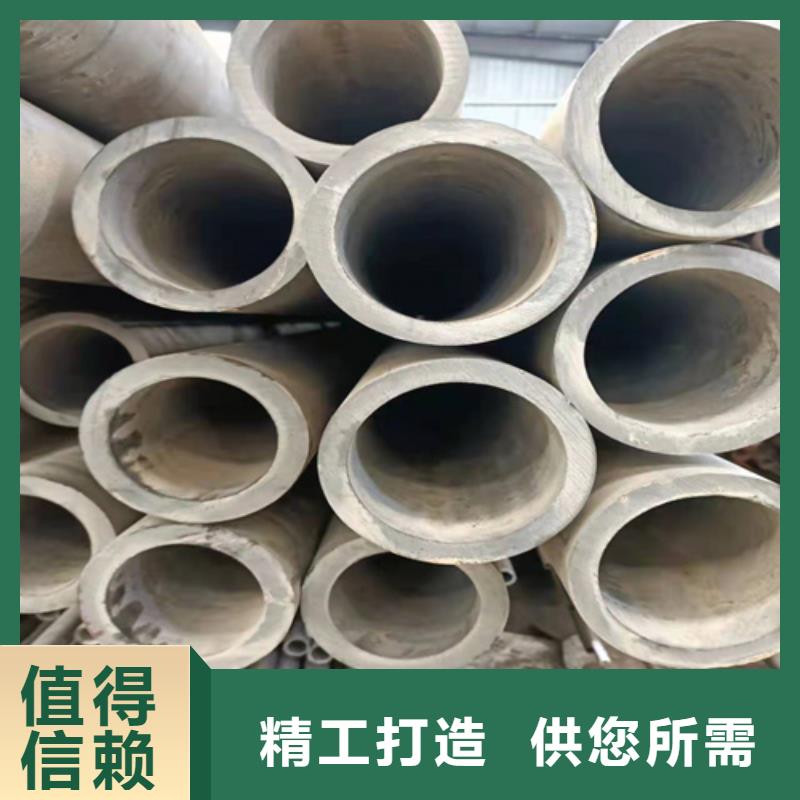
企業(yè)旺旺珩磨管絎磨管油缸管但如果間隙超過(guò)0.16mm的話,珩磨管就會(huì)與活塞桿發(fā)生偏磨,使得襯套單邊受力,導(dǎo)致油缸泄漏,活塞桿帶油。除了這一方面的間隙,還有支承襯套外徑與油缸缸筒內(nèi)徑接觸,其理想的設(shè)計(jì)間隙為0.1-0.19mm,過(guò)小或過(guò)大也會(huì)造成珩磨管受損。從上述分析可見(jiàn),珩磨管的裝配間隙對(duì)油缸質(zhì)量至關(guān)重要,而裝配間隙應(yīng)以支承襯套來(lái)調(diào)整,才能符合實(shí)際要求而達(dá)到理想的作業(yè)效果。再來(lái)說(shuō)到的是珩磨管支承襯套所用的材料,通常來(lái)說(shuō)有尼龍和聚甲醛兩種,前者的強(qiáng)度、剛性、耐熱性以及成型工藝性都較好,但吸水性和收縮率較大,尺寸穩(wěn)定性差,還會(huì)受受溫度影響;而后者具有良好的綜合性能,包括抗拉強(qiáng)度、沖擊韌性、剛度、疲勞強(qiáng)度、抗蠕變性能和尺寸穩(wěn)定性等等,但就是加熱易分解,成型困難。根據(jù)對(duì)上述兩種材料的特性分析可知,油缸的工作溫度才是確定選用何種材料作支承襯套的關(guān)鍵所在,一般工作溫度下使用尼龍就可以了,但對(duì)于要在高溫下工作的油缸來(lái)說(shuō),聚甲醛作為珩磨管的支承襯套才是理想選擇。
選廠商")
選廠商")
珩磨管油缸管絎磨管油缸管結(jié)構(gòu)及技術(shù)要求介紹油缸管結(jié)構(gòu)及技術(shù)要求介紹1、 結(jié)構(gòu)分析:1、 φ50mm×770mm本身的圓度公差為0.005mm。2、左端M39×2-6g螺紋精密油缸鋼管φ50mm中心線同軸度公差為φ0.05mm。3.1:20錐軸與精密油缸鋼管φ50mm中心線的同軸度公差為φ0.02mm。4.1:20錐面本身的圓跳動(dòng)公差為0.005mm。5.1:20錐面著色檢查,接觸面積不小于80%。5、 φ50mm×770mm表面氮化,氮化層深度0.2~0.3mm,表面硬度62~65hrc。2、 技術(shù)要求分析:1、油缸管采用45#鋼制作,表面鍍鉻,φ50mm×770mm部分經(jīng)調(diào)質(zhì)處理。表面滲氮后,芯部硬度為28~32hrc,表面滲氮層深度為0.2~0.3mm,表面硬度為62~65hrc。這樣,精密油缸鋼管不僅具有一定的韌性,而且具有良好的耐磨性。2、油缸管正常使用時(shí)承受交變載荷,φ50mm×770mm處密封該設(shè)備來(lái)回摩擦其表面,因此需要高硬度和珩磨管
選廠商")
選廠商")
選廠商")
液壓機(jī)械(懷化市分公司)自成立以來(lái),緊密依托大平臺(tái),按照“專業(yè)化、規(guī)范化、市場(chǎng)化”的經(jīng)營(yíng)原則,堅(jiān)持“差異化競(jìng)爭(zhēng)、精細(xì)化營(yíng)銷、專業(yè)化經(jīng)營(yíng)、集約化發(fā)展”的市場(chǎng)策略,拓展【高精度活塞桿】業(yè)務(wù),為客戶提供、優(yōu)質(zhì)、的服務(wù),與客戶共同興業(yè)、共同成長(zhǎng)。
選廠商")
點(diǎn)擊查看液壓機(jī)械(懷化市分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】