



文字再美,也抵不過視頻中的H型鋼-鍍鋅管選擇我們選擇放心產品真實呈現,趕快點擊觀看吧!
以下是:H型鋼-鍍鋅管選擇我們選擇放心的圖文介紹
10多年來,萬弗萊鋼有限公司(紅河分公司)一路走來,風雨兼程,有成功也有挫折;未來的日子,我們誓寫歷史新篇章,與您共創快樂生活!公司理念:以市場需求為導向,以 合金管產品質量為中心;傳播快樂,未來。經營方針:誠信是資本,質量是生命,創新是動力。企業精神:創新、團結、拼搏。



為了打贏官司,浪鯨衛浴從取證、訴訟到和解,兩年時間,先后投入約30人,花費15萬元。浪鯨衛浴此次案件只是衛浴行業打假的一個縮影。這一案件折一現實問題,為何代價這么小?企業成本這么高?企業作為者為何處于弱勢?現實中的打假天平向傾斜而不是向?在今年“”上,董事長李彥宏、貴州茅臺董事長張德芹也呼吁保護知識產權。 相關機構分析認為,當前國內鋼市轉入了的消費淡季,高溫多雨的季節對整體的用鋼需求將形成一定的影響。而在利潤高位的情況下,鋼廠對于增產依然積極,短期內國內鋼價仍有下行的壓力。型鋼斷面有很多尺寸,如工字鋼就有17個,每個尺寸都需要測量和控制。但是,實際上許多尺寸由于軋輥孔型已經固定,只要軋制輥孔型車削正確,鋼材有關尺寸不易波動。只有少數尺寸橢軋制溫度,壓下量,輥跳而波動。型鋼尺寸的波動對使用部門極為重要。
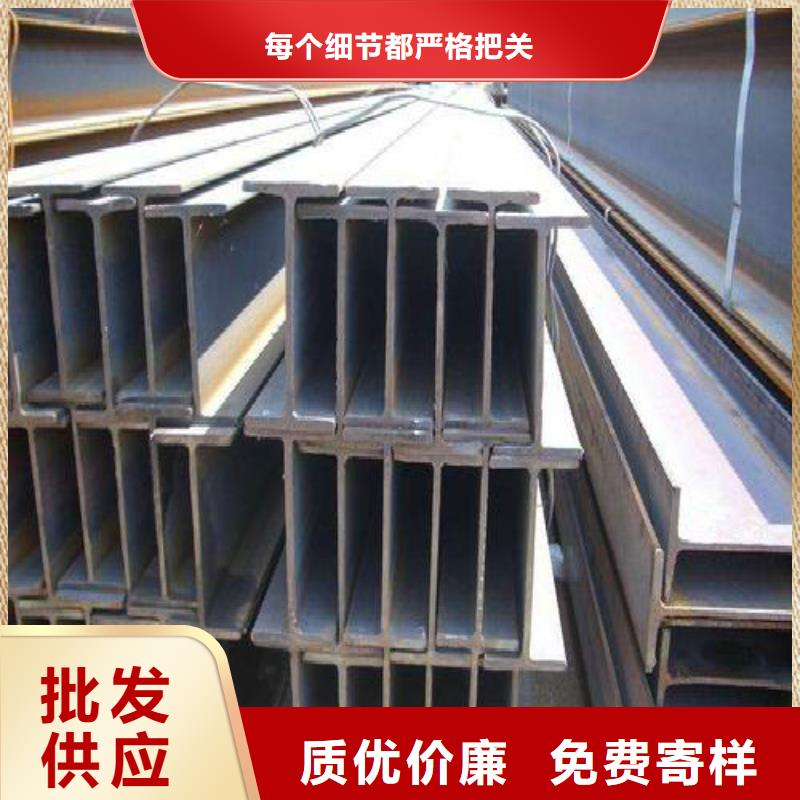
H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板組成的組合截面。普通工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的大軋制H型鋼高度為800mm,超過了只能是組合截面。400*200鍍鋅H型鋼一米價格
生意社型材分析師認為,目前環保限產對鋼市利好偏多,后市鋼價仍有上漲空間,但考慮到淡季下游需求有限,鋼價在沖高后存較大理性回調的可能性,預計下周型材價格整體或震蕩運行,生意社型材指數或在1580-1640點之間。2016年底到2017年初,由于鋼材價格走高等因素,國內掛車行業有過一輪漲價。近期受去產能政策和地條鋼工廠大量關停的影響,鋼材市場漲迎來了一波新的漲價潮。受此影響,國內掛車行業近期因無法消化原材料上漲的成本壓力,也相應的了產品的售價,漲幅在2-3千元。
H型鋼的翼緣都是等厚度的,有軋制截面,也有由3塊板組成的組合截面。普通工字鋼都是軋制截面,由于生產工藝差,翼緣內邊有1:10坡度。H型鋼的軋制不同于普通工字鋼僅用一套水平軋輥,由于其翼緣較寬且無斜度(或斜度很小),故須增設一組立式軋輥同時進行輥軋,因此,其軋制工藝和設備都比普通軋機復雜。國內可生產的大軋制H型鋼高度為800mm,超過了只能是組合截面。400*200鍍鋅H型鋼一米價格
生意社型材分析師認為,目前環保限產對鋼市利好偏多,后市鋼價仍有上漲空間,但考慮到淡季下游需求有限,鋼價在沖高后存較大理性回調的可能性,預計下周型材價格整體或震蕩運行,生意社型材指數或在1580-1640點之間。2016年底到2017年初,由于鋼材價格走高等因素,國內掛車行業有過一輪漲價。近期受去產能政策和地條鋼工廠大量關停的影響,鋼材市場漲迎來了一波新的漲價潮。受此影響,國內掛車行業近期因無法消化原材料上漲的成本壓力,也相應的了產品的售價,漲幅在2-3千元。



一、H型鋼焊接
H型鋼組立合格后吊入龍門式自動埋弧焊接機上進行焊接。焊接前應焊縫區域存 在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50mm。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。
焊接方法采用門式埋弧焊進行自動焊接。如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,通過多次的翻身轉動,來減少焊接變形。
進行埋弧焊焊接時,焊腳高度應滿足設計圖紙要求,焊接過程中應觀察焊絲的位置,及時調整,避免焊絲跑偏。焊接過程中如發生斷弧,接頭部位焊縫應打磨出不小于1:4的過渡坡才能繼續施焊。
焊接完成后,除去焊縫表面熔渣及兩側飛濺物,用氣割割除引弧板和引出板,將割口 修磨平整,嚴禁用錘擊落。 二、焊接H型鋼矯正
焊接H型鋼焊接完成后應進行校正,校正分機械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機進行機械矯正,矯正后的鋼材表面不應有明顯的劃痕或損傷,劃痕深度不得大于0. 5mm。彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800到900°C,且不得有過燒現象。鋼結構工程是一個系統工程,它包括設計、加工制造和施工安裝三個過程。了解鋼結構各個組成部分的加工制造過程對于結構工程師而言是十分必要的。鋼結構的加工制作與安裝均應滿足現行 標準《鋼結構工程施工規范》GB 50755及《鋼結構工程施工質量驗收規范》GB 50205的相關要求,鋼結構工程的焊接亦應遵照現行 標準《鋼結構焊接規范》GB 50661的規定。
現在我們來講解一下,鋼結構工程中使用較多的H型鋼加工制作內容。
H型鋼組立合格后吊入龍門式自動埋弧焊接機上進行焊接。焊接前應焊縫區域存 在的鐵銹、毛刺、氧化物、油污等雜質。首先在兩端加裝與構件材質相同的引弧板和熄弧板,焊縫引出長度不應小于50mm。再用陶瓷電加熱器將焊縫兩側100mm范圍內進行預熱,預熱溫度為80到120°C,加熱過程中用紅外線測溫儀進行測量,防止加熱溫度過高,待加熱至規定溫度后即可進行焊接。
焊接方法采用門式埋弧焊進行自動焊接。如果板厚小于40mm,則每道焊縫一次焊滿,然后進行相應的翻身,如果腹板厚度大于40mm,則每道焊縫一次不要焊滿,通過多次的翻身轉動,來減少焊接變形。
進行埋弧焊焊接時,焊腳高度應滿足設計圖紙要求,焊接過程中應觀察焊絲的位置,及時調整,避免焊絲跑偏。焊接過程中如發生斷弧,接頭部位焊縫應打磨出不小于1:4的過渡坡才能繼續施焊。
焊接完成后,除去焊縫表面熔渣及兩側飛濺物,用氣割割除引弧板和引出板,將割口 修磨平整,嚴禁用錘擊落。 二、焊接H型鋼矯正
焊接H型鋼焊接完成后應進行校正,校正分機械矯正和火焰矯正兩種形式,其中焊接角變形采用火焰烘烤或用H型鋼翼緣矯正機進行機械矯正,矯正后的鋼材表面不應有明顯的劃痕或損傷,劃痕深度不得大于0. 5mm。彎曲、扭曲變形采用火焰矯正,矯正溫度控制在800到900°C,且不得有過燒現象。鋼結構工程是一個系統工程,它包括設計、加工制造和施工安裝三個過程。了解鋼結構各個組成部分的加工制造過程對于結構工程師而言是十分必要的。鋼結構的加工制作與安裝均應滿足現行 標準《鋼結構工程施工規范》GB 50755及《鋼結構工程施工質量驗收規范》GB 50205的相關要求,鋼結構工程的焊接亦應遵照現行 標準《鋼結構焊接規范》GB 50661的規定。
現在我們來講解一下,鋼結構工程中使用較多的H型鋼加工制作內容。



