


聯系我們

【鋼筋籠繞筋機安裝視頻】廠家
更新時間:2025-05-24 12:39:31 ip歸屬地:紅河,天氣:多云轉小雨,溫度:18-28 瀏覽次數:3 公司名稱:許昌 建貿機械設備有限公司(紅河分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 26000 |
| 發貨期限 | 24h |
| 供貨總量 | 999 |
| 運費說明 | 包郵 |
| 小起訂 | 1 |
| 質量等級 | 特級 |
| 是否廠家 | 是 |
| 產品材質 | 鋼 |
| 產品品牌 | 河南建貿 |
| 產品規格 | JMRLJ-3000 |
| 發貨城市 | 河南長葛 |
| 產品產地 | 河南長葛 |
| 產品型號 | JMRLJ-3000 |
| 可售賣地 | 全國 |
| 產品重量 | 3.5t |
| 質保時間 | 一年 |
| 設備名稱 | 鋼筋籠繞筋機 |
| 型號 | JMRLJ3000型 |
| 加工范圍 | 400-3000MM |
| 整機重量 | 3500KG |
| 安裝尺寸 | 16*5M |


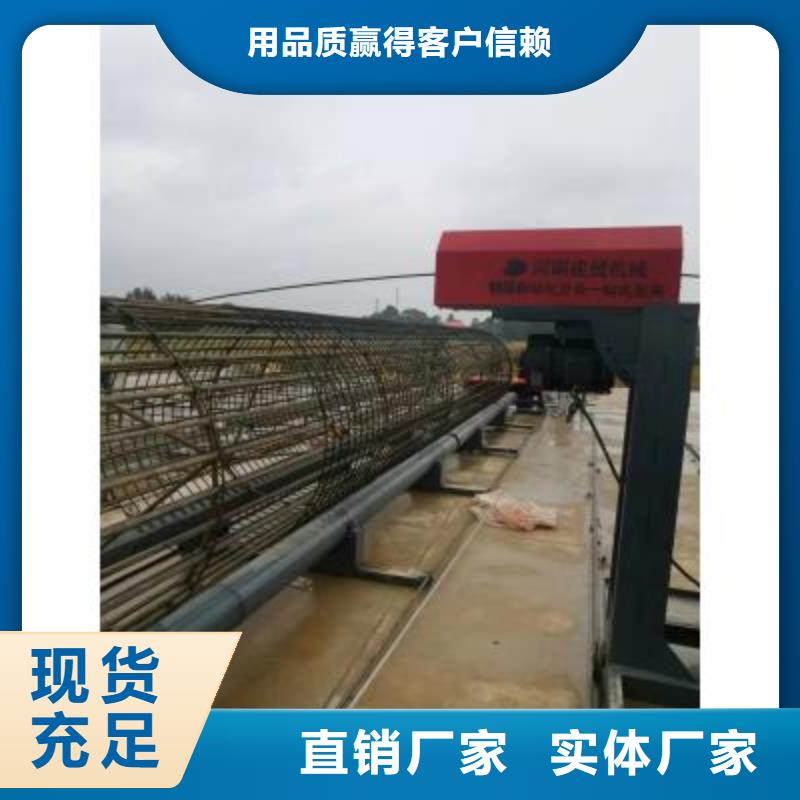


數控鋼筋籠自動繞筋機屬于一種對鋼筋曲折機布局的改良。鋼筋彎箍秘密裝置在平展松軟的地面上,裝置承重架時承重架料槽的中間要瞄準導向筒、調直筒、下切刀孔或剪切齒輪槽的中間線,并堅持平直,裝置好后必需反省電氣路線和整機有沒有毀壞,機械的銜接件能否靠得住,各傳動部門能否機動,確認無誤后方可停止試運行。鋼筋籠繞筋機
自制鋼筋籠纏繞機/鋼筋籠自動成型機生產技術參數:
1、型號; GLJ-3000(按基本型配置)
2、加工范圍;鋼筋籠直徑φ600---φ1500mm 長度12m
3、繞筋線速;0---15.4m/min ( i=59*1.25=73.75 )
河南建貿機械設備有限公司?專業鋼筋設備廠家??彎曲中心、彎箍機、鋼筋彎箍機、鋼筋籠滾焊機? ? ? ? 數控鋼筋籠繞筋機的報價? 在橋梁施工中,鋼筋籠的加工是基礎建設的重要環節。在過去傳統的施工中,鋼筋籠采用手工軋制或手工焊接的方式,除了效率低下外,主要的缺點是制作的鋼筋籠質量差,設備尺寸不規范,影響到工程建設的工期與質量。?鋼筋籠滾焊機是將鋼筋矯直、彎曲成型、滾焊成型有機的結合在一起,使得鋼筋籠的加工基本上實現機械化和自動化,減少了各個環節間的工藝時間和配合偏差,大大提高了鋼筋籠成型的質量和效率,為施工單位創造良好的經濟效益和社會效益,是今后鋼筋籠加工的發展方向。? ? 本機與傳統的鋼筋籠成型方式相比,具有如下優勢或特點:?1、設備自動化程度高,加工成型速度快。與普通人工成型方式相比,是傳統人工制作的3~4倍。

紅河鋼筋籠繞筋機基本規格是12米單筋、12米雙筋,也可以,定做周期4到6天。 紅河鋼筋籠繞筋機設備優勢: 1、速度快:待工狀態2人可全程生產,正常工況3-6人可生產10-20多節鋼筋籠; 2、穩定:機械化作業不受人為因素影響,; 3、 生產規格多樣:各類鋼筋籠的生產要求,不受主筋和箍筋和數量、形式、型號、大小、長度等因素的影響; 4、生產便捷:組合式設計的繞筋機,在安裝、生產、搬運、等中都不用依賴起重設備,既能大批量的固定生產要求也能施工現場較分散的機業,靈活性強; 5、流水線生產:施工不受各工序影響,不間斷完成主筋箍筋焊接成型、繞筋施焊等全部; 6、采用螺紋連接技術可定位,幫助鋼筋籠分解、安裝速度; 7、零部件設計壽命長,備件更換簡單快捷;

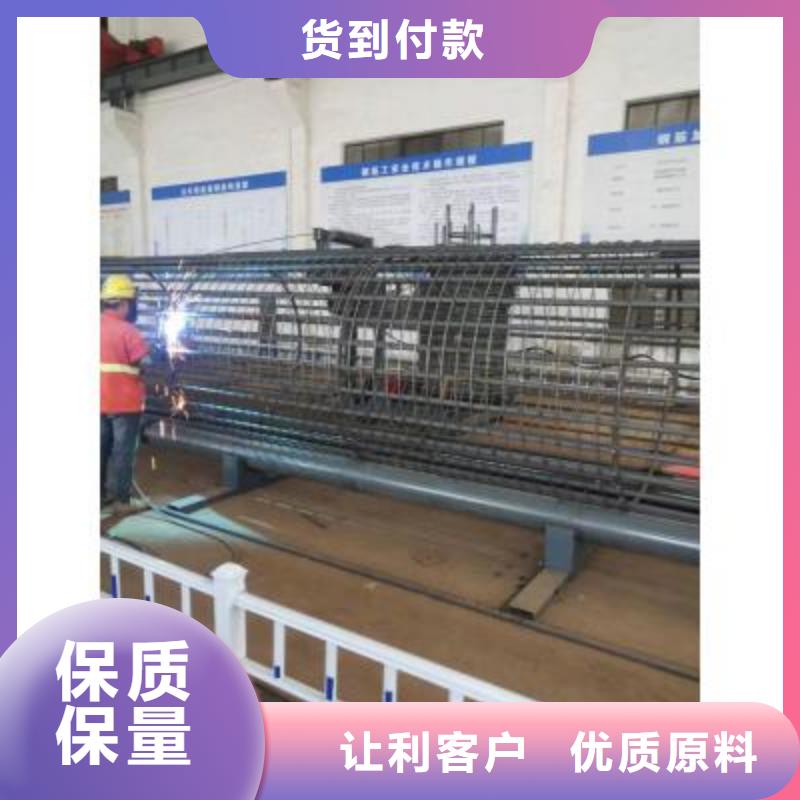
三、紅河鋼筋籠繞筋機加工鋼筋籠的精度保障: 由于鋼筋籠對于箍筋之間的間距精度要求非常高 所以一般作鋼筋籠很難現代化施工要求。而凱瑞德生產的數控紅河紅河鋼筋籠繞筋機,是在工業PLC上設定間距參數,由PLC控制行走于變頻電機的轉速。從而有效保證其加工出來的產品。四、紅河紅河鋼筋籠繞筋機的加工特性: 1、加工速度快:正常情況下備料及滾焊部分5人一班,分二班作業,10個人就可以加工出20多個12米長成品的籠子(備料、滾焊、加強筋安裝、探測管安裝、導向墊塊安裝等),工作效率非常高。 2、加工可靠:由于采用的是數控機械化作業,主筋、纏繞筋的間距均勻,鋼筋籠直徑一致,產品達到規范要求。在實際中手工生產鋼筋籠時工程監理幾乎每天都到加工現場進行檢查,而使用機械加工后,監理對機械化加工的鋼筋籠基本實行了
 紅河【鋼筋籠繞筋機安裝視頻】廠家
建貿機械設備有限公司
紅河【鋼筋籠繞筋機安裝視頻】廠家
建貿機械設備有限公司
本機由機械工作部分與電器控制部分組成:1、機械部分主要由:主驅動系統、拉筋系統、電極系統、液壓拖網系統。1)主驅動系統由主驅動變頻調速電機,驅動主機轉動,實現環筋在縱筋上的纏繞,以完成環筋的纏繞過程,紅河鋼筋籠繞筋機同時向焊接控制系統傳輸焊接信號。2)拉筋系統牽引系統由牽引變頻調速電機提供動力,經鏈條帶動拉筋小車做直線運動,完成縱筋牽引焊接,拉筋速度根據要求可進行較大范圍內的調節,以調節環筋的疏密,同時拉筋小車具有自動返回功能。3)電極系統氣動電極,自動調節預緊力,預壓力相對恒定,較彈簧預壓相比,具有電極沖擊小,電極磨損小,焊點更加牢固的特點,焊接過程中的飛濺進一步減小,電極壽命進一步得到延長,在自動焊接過程中電極系統保持相同的距離不變,保證焊接電極與電極板的間距及焊接壓力相等。焊接控制部分主要由:焊接控制系統、焊接控制主回路系統組成。4)焊接控制系統:由全數字式焊接控制器和接近開關構成,以實現焊接規范的調節和焊接過程的完成。5)焊接控制主回路系統:主要由焊接變壓器、可控硅元件、銅導體、水冷系統組成,由焊接變壓器提供足夠的焊接電流,可控硅元件作為焊接回路的無觸點開關,和焊接電流調節。冷卻管路通過對變壓器、可控硅電極的冷卻,為設備的正常工作提供保證。