





免費(fèi)咨詢(xún)")
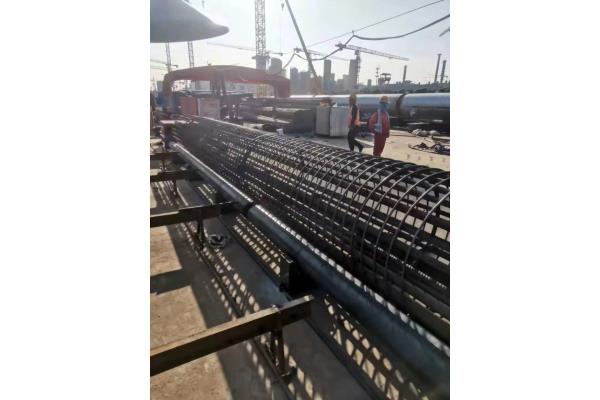
5、箍筋纏繞及焊接
鋼筋安裝利用箍筋盤(pán),通過(guò)調(diào)直機(jī)構(gòu),把箍筋端部與主筋連接,移動(dòng)盤(pán)轉(zhuǎn)動(dòng)前移,通過(guò)控制臺(tái)設(shè)定好的轉(zhuǎn)速與移動(dòng)速度,進(jìn)行箍筋纏繞及間距控制。
箍筋與主筋交叉點(diǎn)采用CO2保護(hù)焊焊接。該部位為設(shè)備的選配結(jié)構(gòu),可選擇自動(dòng)手,也可直接人工焊接。
6、相鄰鋼筋籠對(duì)接
以 、二節(jié)鋼筋籠連接為例,當(dāng) 節(jié)鋼筋籠加工完成后,在末端剩余1m時(shí),通過(guò)固定盤(pán)分料器,人工連接第二節(jié)主筋,完成后開(kāi)動(dòng)移動(dòng)盤(pán)繼續(xù)向前移動(dòng),同時(shí)繼續(xù)纏繞箍筋,停止焊接,將第二節(jié)鋼筋籠拖出固定盤(pán)模板1m后,停止移動(dòng)盤(pán),鎖緊固定盤(pán)模板定位螺栓,人工標(biāo)識(shí)主筋連接順序,拆開(kāi)兩節(jié)鋼筋籠之間的連接,卸除 節(jié)鋼筋籠,將移動(dòng)盤(pán)回移到位后,重復(fù)以上工序,完成第二、三節(jié)鋼筋籠加工。
7、加勁箍圈的制作與安裝
加勁箍圈采用自動(dòng)彎箍機(jī)進(jìn)行加工。
加勁箍圈安裝分為兩步, 步分是在鋼筋籠完成自動(dòng)滾焊后卸除鋼筋籠前,為保證整體剛度,在鋼筋籠兩端及中間各焊接一加勁箍圈;第二步是完成卸籠后,在半成品存放區(qū)進(jìn)行剩余部分加勁箍圈的安裝及焊接及聲測(cè)管的安裝。
卸籠
免費(fèi)咨詢(xún)")
免費(fèi)咨詢(xún)")
免費(fèi)咨詢(xún)")
免費(fèi)咨詢(xún)")
免費(fèi)咨詢(xún)")
建貿(mào)機(jī)械 (黑龍江省分公司)自成立以來(lái),一直以“誠(chéng)信服務(wù)、誠(chéng)信合作”的經(jīng)營(yíng)理念為基本準(zhǔn)則,贏得了廣大客戶(hù)以及 智能張拉機(jī)企業(yè)的信任和支持。歡迎廣大新老客戶(hù)前來(lái)洽談。
免費(fèi)咨詢(xún)")
免費(fèi)咨詢(xún)")
數(shù)控鋼筋籠滾焊機(jī)是一種制作鋼筋籠的大型器械,鋼筋籠在相關(guān)工業(yè)部門(mén)使用廣泛,所以數(shù)控鋼筋籠滾焊機(jī)的作用就顯得非常重要,下面就講講數(shù)控鋼筋籠滾焊機(jī)日常的故障排除及解決辦法。
當(dāng)數(shù)控鋼筋籠滾焊機(jī)在作業(yè)時(shí)出現(xiàn)掉刀頭的處理方法:慢慢的調(diào)節(jié)數(shù)控鋼筋籠滾焊機(jī)的動(dòng)刀感應(yīng)開(kāi)關(guān)直至刀頭回到正常的位置。
數(shù)控鋼筋籠滾焊機(jī)的矯直輪調(diào)直法一般都是采用波浪形調(diào)直法,但波浪不可過(guò)大否則增加牽引阻力,造成牽引不動(dòng)牽引輪打滑鋼筋斷裂。
null
當(dāng)數(shù)控鋼筋籠滾焊機(jī)出現(xiàn)跑絲的處理方法:檢查下數(shù)控鋼筋籠滾焊機(jī)是否是應(yīng)為壓滾簧過(guò)緊,滑道拉簧過(guò)松,或者是滑道下邊拖絲鋼棍不到位,滑道不滑動(dòng)。
免費(fèi)咨詢(xún)")
免費(fèi)咨詢(xún)")
免費(fèi)咨詢(xún)")
