
產品詳細介紹
鵬鑫鋼鐵
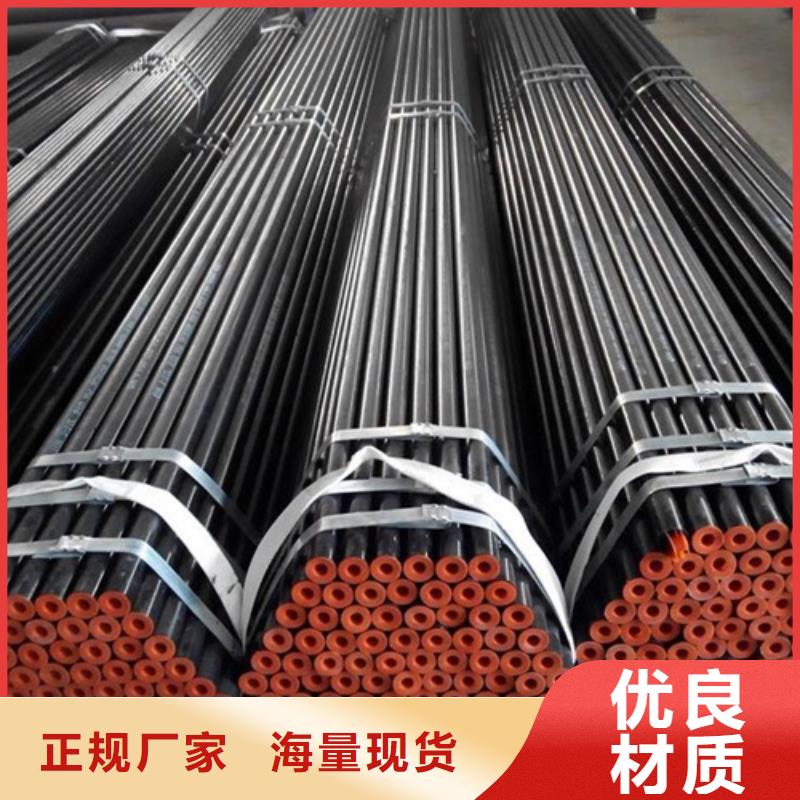
黑龍江L245管線管直供廠家

管線管淬火+回火 管線管是把抽出地面的油、氣或水,通過管線管輸送到石油和天然氣工業企業,管線管包括無縫和焊接管兩種,其管端有平端、帶螺紋端和承口端;其連接方式為端頭焊接、接箍連接、承插連接等。該管主要材質為B、X42、X46、X56、X65、X70等鋼級。 管線管 A、B、X42、X46、X52、X56、X60、X65、X70、X80、、X95 L245、L290、L360、L415、L450 API SPEC 5L GB/T9711.1 GB/T9711.2 ∮32-1240*3-100 用于石油、天然氣工業中的氧、水、油輸送管 管線管標準 牌號 抗拉強度(MPa)屈服強度(MPa)屈強比 伸長率(%) 0℃沖擊功 Akv(J)熱處理狀態 API SPEC 5L GB/T9711.2 B ≥415 245~440 ≤0.80 22 ≥40 正火 X42 ≥415 290~440 ≤0.80 21 ≥40 正火 X52 ≥460 360~510 ≤0.85 20 ≥40 正火 X60 ≥520 415~565 ≤0.85 18 ≥40 正火 X65 ≥535 450~570 ≤0.90 18 ≥40 淬火+回火 X70 ≥570 485~605 ≤0.90 18 ≥40 淬火+回火


管線管焊接性質 管線管電焊焊接前焊接處盡量拋光處理 盡量把電焊焊接處的熱鍍鋅層拋光處理掉,要不然會導致氣泡、沙孔、假焊等。還會繼續使焊接變脆,彎曲剛度減少。 管線管電焊焊接特點分析 管線管一般是在低碳鋼外鍍一層鋅,熱鍍鋅層一般在20um厚。鋅的熔點在419°C,溶點908°C左右。在電焊焊接中,鋅熔化成液態浮在熔池表面或在焊接根部位置。鋅在鐵中具有非常大固質量摩爾濃度,鋅液態會沿位錯多方面浸蝕焊接金屬材質,低熔點鋅造成“液態金屬材質脆裂”。 此外,鋅與鐵可造成金屬材質間延展性化合物,這類延展性相使焊接金屬材質塑性形變降低,在拉應力場作用下而導致裂縫。 倘若電焊焊接角焊縫,尤其是在是T形聯接頭的角焊縫很容易導致通過裂縫。管線管電焊焊接時,焊縫表面及邊緣處的鋅層,在電孤熱作用下,導致氧化、融化、蒸發以至揮傳來奶白色煙塵和蒸汽,很容易導致焊接出排氣口。 由于氧化而發生的ZnO,其熔點較高,約1800°C上下,若在電焊焊接整個過程中基本參數偏小,將導致ZnO焊疤,此外。由于Zn變為除氧劑。導致FeO-MnO或FeO-MnO-SiO2低熔點氫氧化物焊疤。其次,由于鋅的蒸發,揮傳來許多的奶白色煙塵,對人體有刺激、危害作用,因此,盡量把電焊焊接處的熱鍍鋅層拋光處理處理掉。

 黑龍江L245管線管直供廠家
黑龍江L245管線管直供廠家