


想要知道冷拔管,冷拔無縫鋼管支持貨到付清產品如何?看視頻就知道!看視頻,選產品更明智!
以下是:冷拔管,冷拔無縫鋼管支持貨到付清的圖文介紹


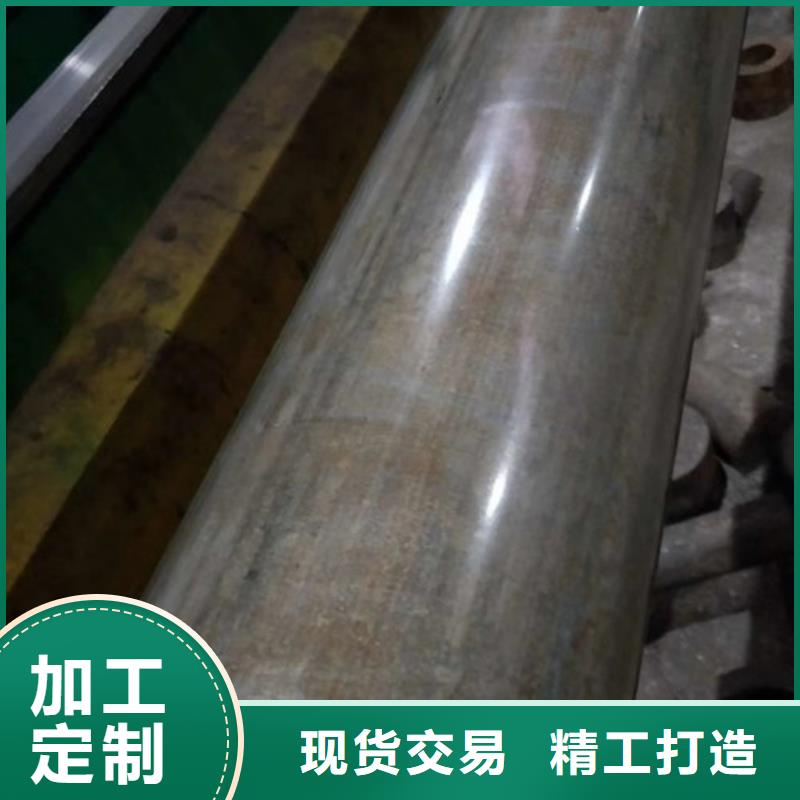
將冷拔管送入冷拔管機組,經多道軋輥滾壓,冷拔管逐漸卷起,形成有開口間隙的圓形冷拔管,調整擠壓輥的壓下量,使冷拔管間隙控制在1~3mm,并使焊口兩端齊平。如間隙過大,則造成鄰近效應減少,渦流熱量不足,冷拔管晶間接合不良而產生未熔合或開裂。如間隙過小則造成鄰近效應增大,冷拔管熱量過大,造成冷拔管燒損;或者冷拔管經擠壓、滾壓后形成深坑,影響冷拔管表面質量。
冷拔管溫度主要受高頻渦流熱功率的影響,根據公式可知,高頻渦流熱功率主要受電流頻率的影響,渦流熱功率與電流激勵頻率的平方成正比;而電流激勵頻率又受激勵電壓、電流和電容、電感的影響。激勵頻率公式為:f=1/[2π式中:f-激勵頻率;C-激勵回路中的電容,電容=電量/電壓;L-激勵回路中的電感,電感=磁通量/電流上式可知,激勵頻率與激勵回路中的電容、電感平方根成反比、或者與電壓、電流的平方根成正比,只要改變回路中的電容、電感或電壓、電流即可改變激勵頻率的大小,從而達到控制冷拔管溫度的目的。對于低碳鋼,冷拔管溫度控制在1250~1460℃,可滿足管壁厚3~5mm焊透要求。另外,冷拔管溫度亦可通過調節冷拔管速度來實現。



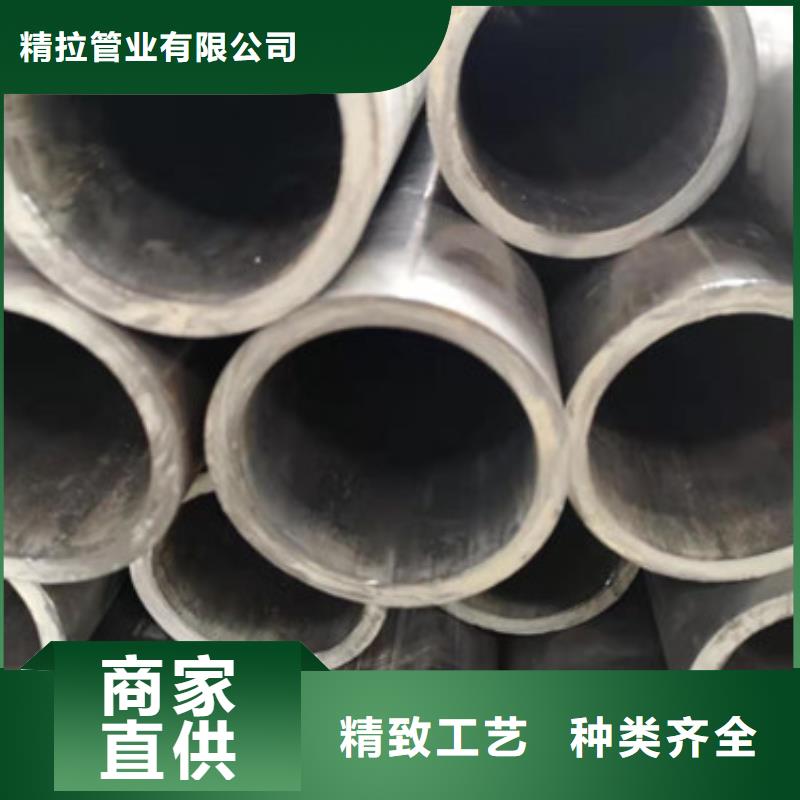
冷拔管是一種通過冷拔或熱軋處理后的一種高精密的鋼管材料。由于冷拔管內外壁無氧化層、承受高壓無泄漏、高精度、高光潔度、冷彎不變形、擴口、壓扁無裂縫等有點,所以主要用來生產氣動或液壓元件的產品,如氣缸或油缸,可以是無縫管,也有焊接管。冷拔管的化學成分有碳C、硅Si、錳Mn、硫S、磷P、鉻Cr。
常用材質:冷拔管的常用材質為10 、20 、35 、45 。可生產的材質則很多,鋼只要是不太硬,基本都可根據需要進行生產。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比較繁瑣的,生產的狀況也是比較好的,性能是比較優越的,在使用上也是不斷地進行發揮出來良好地作用的,因此的話冷拔管從某種意義上來說是一種良好的鋼材類型。
常用材質:冷拔管的常用材質為10 、20 、35 、45 。可生產的材質則很多,鋼只要是不太硬,基本都可根據需要進行生產。如:10 ,35 ,16Mn,40Cr.冷拔管的制作程序是比較繁瑣的,生產的狀況也是比較好的,性能是比較優越的,在使用上也是不斷地進行發揮出來良好地作用的,因此的話冷拔管從某種意義上來說是一種良好的鋼材類型。



精拉管業有限公司(邯鄲分公司)總經理率全體員工衷心感謝社會各界的關心、支持與厚愛,竭誠歡迎廣大海內外朋友前來參觀,光臨指導,惠顧洽談,共謀發展大計,同創美好明天。



冷拔管 的特點就是精密度高,而且不容易生銹。但是并不是說既然冷拔管不容易生銹我們平常就不用管它了,直接把它放在一邊就可以了。這樣做就錯了,因為如果冷拔管平常不保養的話,它的使用壽命就會縮短,也會給我們冷拔管廠帶來不必要的損失。
如何對冷拔管進行酸洗。對冷拔管進行酸洗,在對冷拔管進行酸洗時一都會用化學和電解兩種方法,這兩種方法可有將冷拔管管道的氧化皮去除掉。之所以會將其分成兩種方法進行原因是由于化學清洗只可以將表面清潔的非常徹底,對于一些細縫中就很難達到人們所想的結果了。
冷拔管如何生銹。用化學酸洗完之后再用電解方法進行一次補充就可以讓冷拔管得到非常好的保護了,對冷拔管進行除銹,在給冷拔管除銹時主要采用鋼絲刷對它的表面進行打磨,這種方法可以有效的去除冷拔管表面松動或翹起的鐵銹。對冷拔管的表面進行清洗,在對冷拔管進行清洗時要用溶劑或乳劑對表面進行清洗,用來達到除油和除灰塵的作用,這種方法只適合于去除冷拔管表面的油脂和灰塵對銹和氧化皮是無法去除的,因此在防腐生產中這種方法只能作為輔助手段。
如何對冷拔管進行酸洗。對冷拔管進行酸洗,在對冷拔管進行酸洗時一都會用化學和電解兩種方法,這兩種方法可有將冷拔管管道的氧化皮去除掉。之所以會將其分成兩種方法進行原因是由于化學清洗只可以將表面清潔的非常徹底,對于一些細縫中就很難達到人們所想的結果了。
冷拔管如何生銹。用化學酸洗完之后再用電解方法進行一次補充就可以讓冷拔管得到非常好的保護了,對冷拔管進行除銹,在給冷拔管除銹時主要采用鋼絲刷對它的表面進行打磨,這種方法可以有效的去除冷拔管表面松動或翹起的鐵銹。對冷拔管的表面進行清洗,在對冷拔管進行清洗時要用溶劑或乳劑對表面進行清洗,用來達到除油和除灰塵的作用,這種方法只適合于去除冷拔管表面的油脂和灰塵對銹和氧化皮是無法去除的,因此在防腐生產中這種方法只能作為輔助手段。



冷拔管技術包括連軋、冷拔管、三輥軋管、CPE頂管、擠壓管等。其中20#冷拔管是20世紀90年代才發展起來的技術,因其英文名稱為:Accuracy Rolling, 也簡稱為AR軋管。該技術工藝流 程短、操作靈活、鋼種面寬,深受行業推崇。隨著發展,該技術也出現的一定的問題。
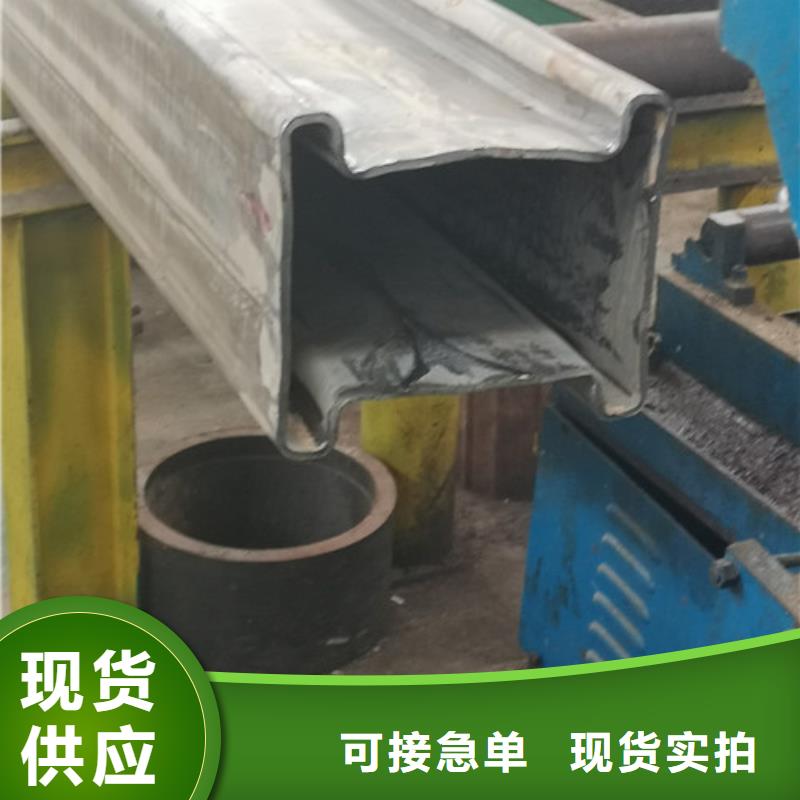
孔型封閉性差:20#冷拔管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#冷拔管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。
孔型封閉性差:20#冷拔管機孔型中封閉較好的變形段是軋輥喉徑,從喉徑處往前、往后孔型的封閉性均較差,這對軋制薄壁管不利。軋制薄壁管和極薄壁管導盤消耗量較大:在軋制D/S≥38的荒管時,寬展量大,導盤間距收小,導盤與軋輥之間的間隙小,導盤磨損量大,還容易造成導盤崩邊。軋制荒管頭尾削尖技術:在連軋管機上將毛管兩端削尖減薄是很困難的,因為軋制壓力太大,同時也沒有用來改變孔型尺寸的適當時間,軋制速度太高。但在20#冷拔管機組上,毛管的軋制速度約為連軋管軋機速度的1/6,在軋制管端時就由時間來改變軋輥壓下以便得到所希望的管段減薄削尖,以利于張力減徑提高成材率,今后,這是一個研究點。

