



想要直觀了解友發牌熱鍍鋅管廠家電話產品嗎?別猶豫,快來觀看我們的視頻,讓產品自己說話!
以下是:友發牌熱鍍鋅管廠家電話的圖文介紹

鍍鋅管的技術要求與標準也是非常重要的。這些標準涵蓋了牌號和化學成分、當地制造方法、螺紋及管接頭、規格尺寸以及力學性能等多個方面。其中,力學性能是保證鋼材終使用性能的關鍵指標,它取決于鋼的化學成分和熱處理制度。同時,鍍鋅層的均勻性也是評價鍍鋅管質量的重要指標之一。
鍍鋅鋼管的均勻性試驗至關重要,試樣需在硫酸銅溶液中連續浸漬五次而不變紅,即不出現鍍銅色,以確保鍍鋅層的均勻性。此外,鍍鋅管還需經過冷彎曲試驗,公稱口徑50mm及以下的鋼管應彎曲至90°,且彎曲半徑為外徑的8倍。在試驗過程中,試樣焊縫應置于彎曲方向的外側或上部,試驗后不得出現裂縫或鋅層剝落。同時,鍍鋅鋼管的水壓試驗也是必不可少的環節,應在黑管狀態下進行,或選擇渦流探傷作為替代方式。試驗壓力及渦流探傷對比試樣的尺寸應嚴格遵循GB-3092標準。

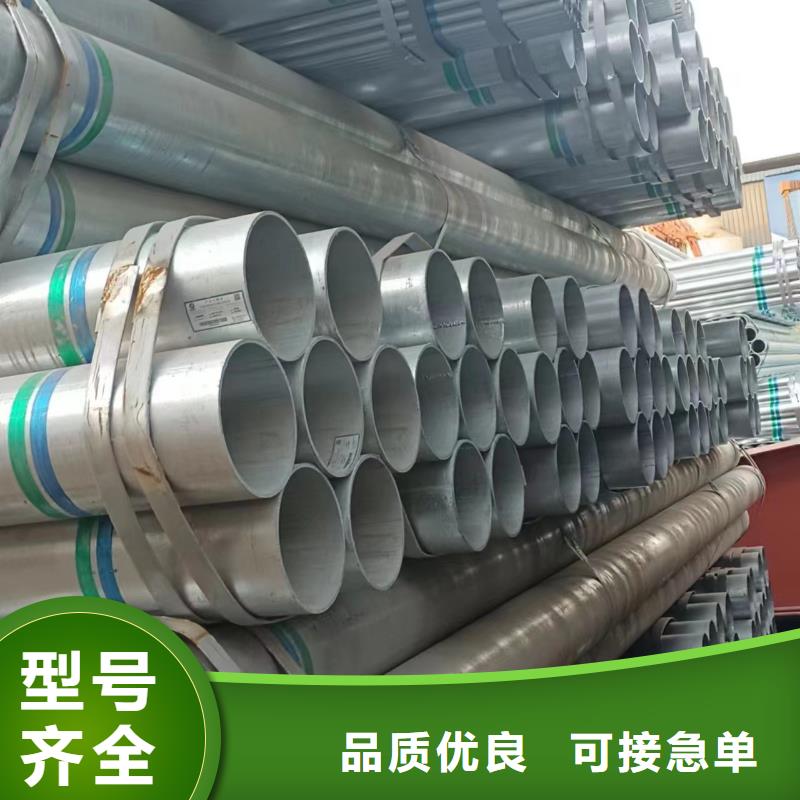
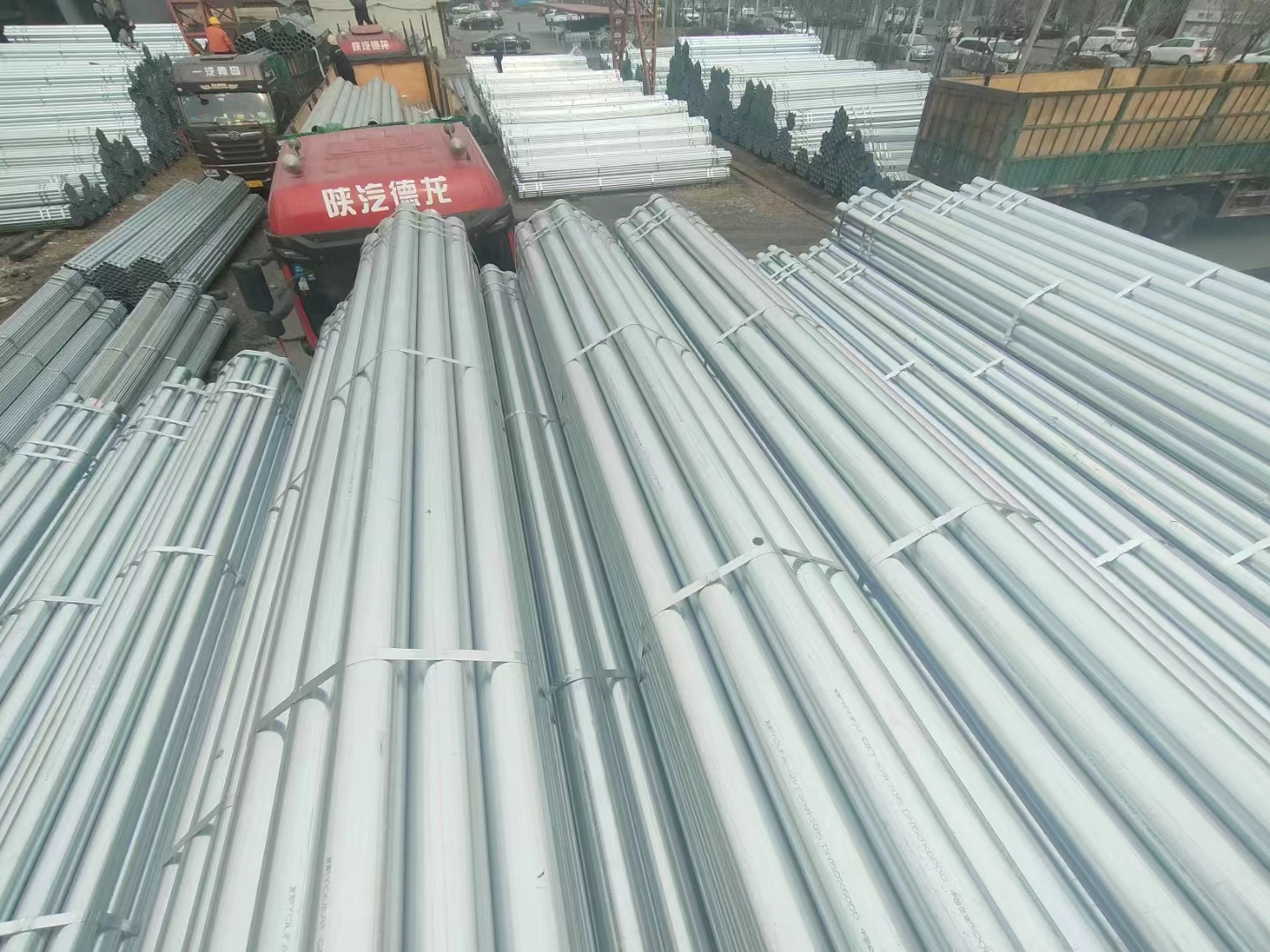
熱鍍鋅管的生產工藝獨特,其關鍵在于熔融金屬與鐵基體之間的反應,進而產生一層合金層,實現基體與鍍層的有機結合。在生產過程中,鋼管首先經過酸洗處理,旨在表面的氧化鐵。隨后,鋼管會進入氯化銨或氯化鋅的水溶液,甚至是兩者的混合水溶液中進行清洗。,清洗完畢的鋼管被送入熱浸鍍槽中,完成鍍鋅過程。熱鍍鋅技術賦予了鋼管均勻且附著力強的鍍層,從而顯著延長了其使用壽命。相較之下,冷鍍鋅管,也被稱為電鍍鋅管,其鍍鋅量相對較少,通常在10-50g/m2之間。這種工藝下的鋼管耐腐蝕性相對較弱,因此,在實際應用中,冷鍍鋅管并不適合作為給水或煤氣管使用。熱鍍鋅管的生產工藝熱鍍鋅管的生產工藝流程獨特且關鍵,它涉及到熔融金屬與鐵基體之間的化學反應。在生產過程中,鋼管首先經過酸洗步驟,旨在其表面的氧化鐵。隨后,鋼管會進入氯化銨或氯化鋅的水溶液,甚至是這兩種溶液的混合物中進行清洗。,經過清洗的鋼管被送入熱浸鍍槽中,完成鍍鋅層的覆蓋。這種工藝不僅賦予了鋼管均勻且附著力強的鍍層,還顯著延長了其使用壽命。


冷鍍鋅的定義
冷鍍鋅也就是電鍍鋅,這種鍍鋅的方法是用于保護金屬防止腐蝕,為此利用了鋅填料的涂料,在利用任何一種涂敷的方法將其涂在被保護表面,干燥之后形成鋅填料涂層,在干燥涂層中具有含量的鋅(達到95%)。適合于修理工作(即在修理工作過程中,僅在被保護的鋼表面損傷的地方,只要修理好表面就可以重新涂敷)。冷鍍鋅工藝用于各種鋼制品和構筑物的防腐。
冷鍍鋅的加工工藝
(1)新鋼材表面處理
在做冷鍍鋅前應選擇機械除銹(噴砂、拋丸等),使鋼材表面清潔度達到ISO 85O1—1 Sa 2.5級,相當于GB 8923 Sa 2.5級。它的文字定義為:“鋼材經過機械除銹后,表面無油、同城無銹,無氧化皮及其他的污物,或僅留輕微的痕跡;95%鋼材表面受到鋼丸(砂)沖擊,露出金屬的光澤。”
同時在我們的冷鍍鋅管中對于表面處理質量的另一個指標— — 粗糙度,不同冷鍍鋅材料對粗糙度的要求不同。在鋅加(Zinga)的施工說明中,要求平均粗糙度Ra=12.5 ,即粗糙度Rz=55~75微米。在“強力鋅”及“羅巴魯”施工說明書中,對粗糙度的要求略低,Rz=40~60微米。
如果冷鍍鋅單獨成膜,作為防腐涂層時,表面粗糙度可控制得略小一點,以保證冷鍍鋅的涂層厚度;而當冷鍍鋅作為重防腐涂料的底層,總配套涂層厚度大于180微米時,為保證整個涂層的附著力,鋼材表面粗糙度Rz應大于60微米。



聚旺物資有限公司(海西分公司)技術力量雄厚,我廠本著“客戶至上,誠信至上”的原則,與多家企業建立了長期的合作關系,產品質量有保障。聚旺物資有限公司(海西分公司)是專業的 君誠牌熱鍍鋅管、消防專用鍍鋅管生產廠家,本廠主要生產 君誠牌熱鍍鋅管、消防專用鍍鋅管,凡在我司采購的材料,均提供相應的產品檢驗報告,可放心采購。歡迎廣大用戶實地考察,有意采購我司產品者,歡迎您索取資料或實地考察!
本企業發展思路是:搶抓機遇,開拓創新;同心拼博,攜手共進。助我發展;就是要狠抓學心,改善心智,轉換模式;就是要強化企業文化建設,形成同心謀發展,同步搞建設的氛圍;就是要實現企業與合作伙伴共進,業主事業與員工職業成長共進,達到兩個雙贏。



