


我們的現場實拍視頻將帶您走進硅鋼-硅鋼B35AV1900、HC600LA專注細節專注品質產品的世界,產品視頻細節之美一覽無余!
以下是:廣西桂林硅鋼-硅鋼B35AV1900、HC600LA專注細節專注品質的圖文介紹

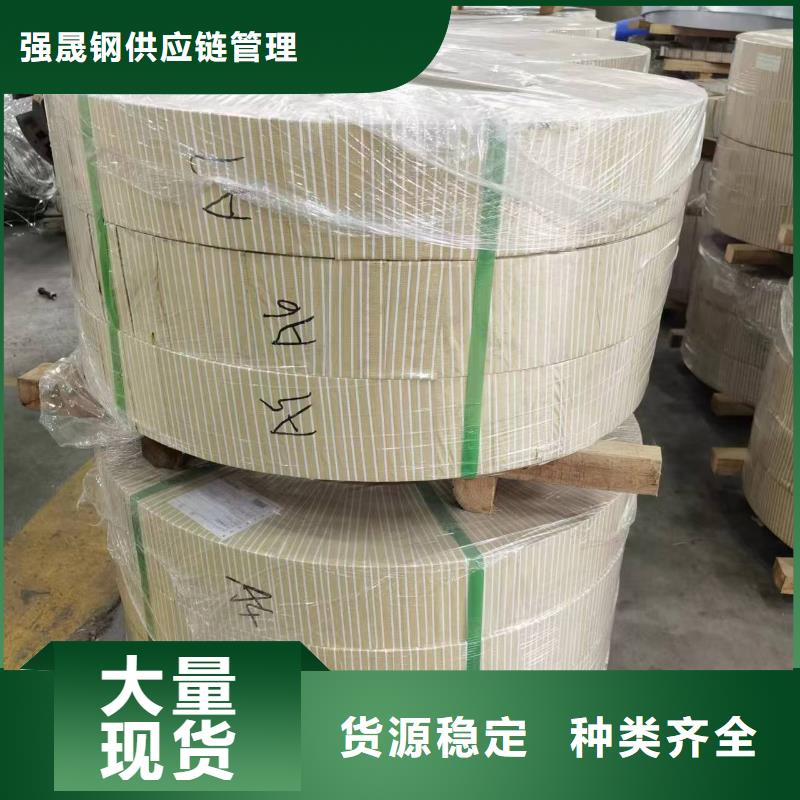
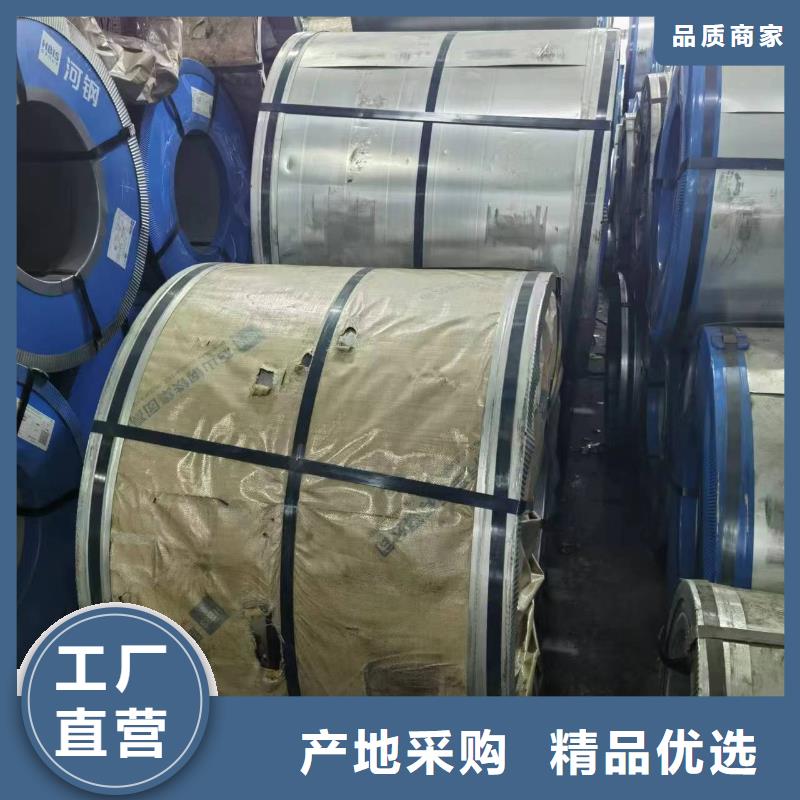
1. 捆帶:固定鋼板,避免在運輸過程中出現松散。2. 鎖扣:固定捆帶。3. 托架:便于鋼板的疊放和吊運。4. 下蓋板:增加鋼板的受力面積,使鋼板受力均勻。5. 上蓋板:防止鋼板頂面受外力損傷,防止防銹紙、塑料薄膜等受外力破損,減少雨水對鋼板的侵襲。6. 防銹紙:防止鋼板生銹。7. 防銹塑料編織布:防止鋼板生銹。硅鋼8. 膠帶:固定防銹紙、塑料薄膜、護角等包裝材料。9. 塑料薄膜:緩解防銹紙緩蝕劑的揮發速度,減少雨水對鋼板頂部的侵襲。10. 護角:避免鋼板邊部受外力損傷。11. 側護板:防止鋼板側面受外力損傷,防止防銹紙、護角受外力破損,減少雨水對鋼板的侵襲。12. 盒帽:避免鋼板側面和頂面受外力損傷,防止防銹紙、塑料薄膜、護角受外力破損,減少雨水對鋼板的侵襲,鋼板包裝的外觀形B210P1B250P1HC260YB140H1HC180BB180H1B180H2HC260BHC220BHC260LAHC300BHC300LAHC340LAB340LAHC380LAHC420LAB410LAHC460LAHC500LA廣西桂林HC550LAHC600LAHC700LAHC800LACR240LACR270LA廣西桂林CR220ISCR260ISCR180IFCR220IFCR260IFCR140BHCR180BH


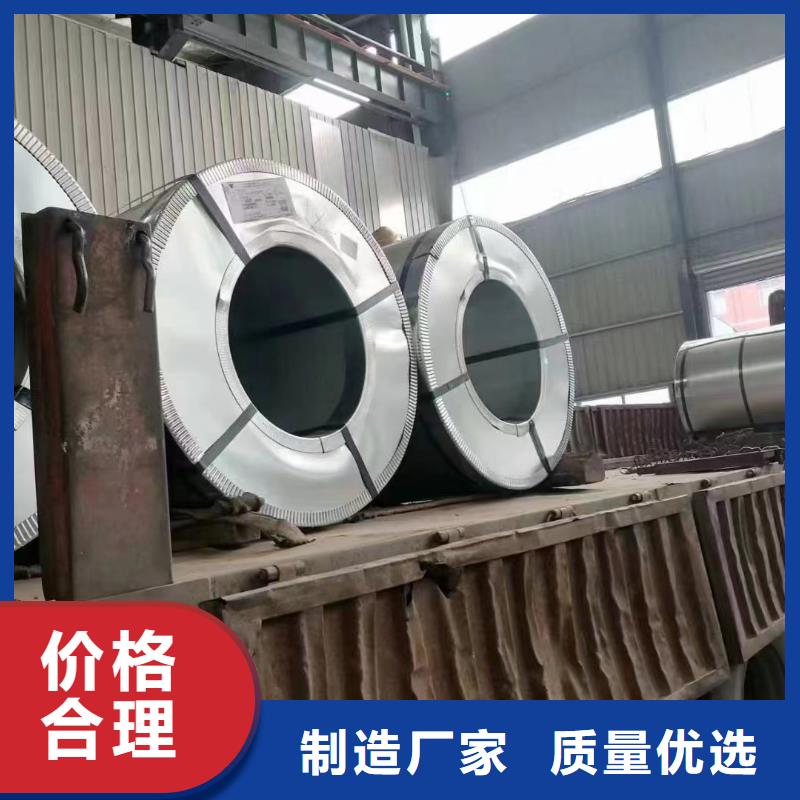
取向廣西桂林硅鋼B18R060 B18R065 B20R060 B20R065 B20R070 B23R070 B23R075 B23R080 B23R085 B23P085 廣西桂林B23R090 B23P090 B23P095 B23P100 B23G110 B27R085 7.1.2 鋼板及鋼帶的成品化學成分允許偏差應符合 GB/T 222 的規定。 7.1.3 鋼板及鋼帶所用的鋼采用氧氣轉爐冶煉。 7.2 交貨狀態 7.2.1 鋼板及鋼帶通常以冷軋、退火及平整后交貨。 7.2.2 鋼板及鋼帶通常應進行涂油,所涂油膜應能用堿水溶液去除。在通常的包裝、運輸、裝卸和儲存條件下,供方應保證自制造完成之日起 6 個月內,鋼板及鋼帶表面不生銹。7.2.3 根據需方要求,經供需雙方協議并在合同中注明,亦可以不涂油供貨。對于不涂油產品在搬運、儲存和使用過程中產生的銹蝕、劃傷及摩擦痕等缺陷,供方將不承擔相應的產品質量責任。注:通常把產品檢驗文件中的簽發日期規定為產品的制造完成日期。 7.3 力學性能 7.3.1 供方保證自制造完成之日起 6 個月內,鋼板及鋼帶在熱沖壓前的力學性能應符合表5 的規定。7.3.2 在需方合適的工藝條件下,鋼板及鋼帶經熱沖壓成相關零件后,其性能可達到表6 的規定,供方不提供相關零件的性能檢驗報告。 7.3.3 當鋼板及鋼帶按指定零件供貨時,供需雙方可商定一個滿足該零件加工需求的力學性能范圍作為驗收基準,此時,表 5 和表 6 規定的力學性能將不再作為交貨和驗收的依據。7.3.4 由于時效的影響,鋼板及鋼帶的力學性能會隨著儲存時間的延長而變差,如屈服強度和抗拉強度的上升,斷后伸長率的下降,成形性能變差,出現拉伸應變痕等,建議用戶盡早使用。B27R090 B27P090 B27R095 B27P095 B27P100 B27G120 B30R100



強晟鋼供應鏈管理(桂林市分公司)擁有成熟可靠的技術,依托雄厚的技術力量和先進的加工設備,公司已在 硅鋼B35A550、WSS-M1A365-A15、硅鋼B30APV1500、WSS-M1A365-A20、硅鋼35QG135、WSS-M1A365-A21、硅鋼M35W300、WSS-M1A365-A22等領域建立起優勢。公司明確以省內為基礎、逐步向廣西桂林周邊地區輻射,實現 硅鋼B35A550、WSS-M1A365-A15、硅鋼B30APV1500、WSS-M1A365-A20、硅鋼35QG135、WSS-M1A365-A21、硅鋼M35W300、WSS-M1A365-A22銷往全國市場的發展戰略。


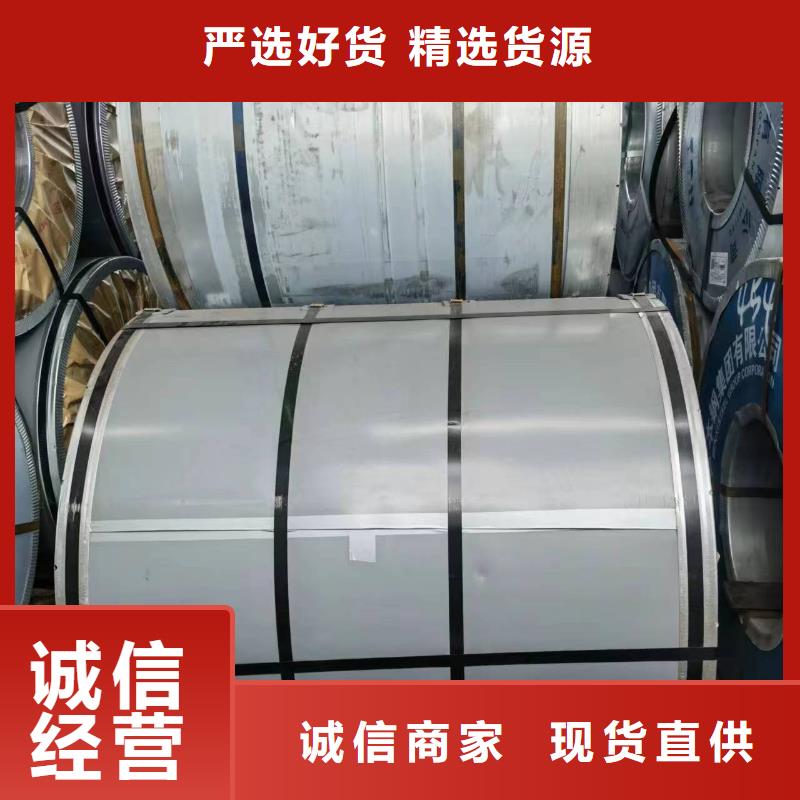
廣西桂林硅鋼涂層介紹加較多的無機填料,以提高涂層絕緣性。廣西桂林涂層通常用于全工藝無取向電工鋼,特別是大直徑電機,如電站發電機。涂層可以改善鋼的沖片性能,適合沖壓疊片。涂層具有較高的層間電阻,能承受300-550℃的涂層燒除處理,可用于重建電機定子時,去除電機定子繞組的絕緣層,也可用于風冷式或油浸式。涂層不能承受正常的應力退火。用戶選擇該涂層時,應考慮到在焊接過程中或涂層用于高溫環境時,涂層會分解放出氣體的情況。用戶可以和供方協商確定該類涂層的層間電阻范圍。涂層為有機成分,具有很高的層間電阻,并可以大幅提高鋼帶的沖片性能,很適合用于沖壓疊片。用戶使用時,先將鋼板沖制成鐵心疊片,然后加壓固定成型,在保壓條件下加熱固化,疊片彼此粘接在一起,形成整體。其固定方式和常見的鉚接、焊接、螺栓方式不同,剛度、強度更高,振動和噪音小。涂層交貨狀態為B 狀態,即涂層還沒有發生完全固化,具有進一步粘接、固化的活性,涂層硬度、耐蝕性尚沒有達到。涂層鋼卷倉儲有效期為半年。用戶固化的工藝為:a)爐烘溫度160~230℃,模具壓緊的壓力為0.3~3Mpa,時間保持1~3h;或b)感應固化的鐵心溫度 150~250℃,壓力0.1~3MPa,時間保持0.2~30min。固化后,涂層處于終穩定的狀態,即C 狀態,涂層硬度、強度、粘接力達到。涂層不能承受正常的應力退火溫度。涂層能承受180℃的長期耐熱溫度;但考慮到粘結能力的穩定性,適用于該涂層的工作溫度通常不超過150℃。



