






甘孜鋼筋籠繞筋機主要技術參數:小鋼筋籠直徑400mm;鋼筋籠直徑:2800mm;用于加工圓形或棱柱形的鋼筋籠,長度可以達到30米以上,,直徑2.8米。鋼筋籠周圍為螺旋形焊接箍筋,箍筋間距可以由程序預先設定。本設備具有以下優點:(1) 設備只需1人操作;(2) 高質量:計算機控制系統可以確保縱向鋼筋非常好地處在一條直線上;(3) 計算機控制系統可以控制螺旋筋間距,鋼筋籠不會出現扭轉現象。主要技術參數:小鋼筋籠直徑:400mm;鋼筋籠直徑:2800mm;鋼筋籠長度:40m;箍筋直徑范圍:6-16mm;可以根據用戶要求定做設備承料架 1套,電機驅動,自動上料,可載重2T以上 ,數控彎曲機頭 2臺,立式自動彎曲;伺服驅動,彎曲力量強大;兩機同時或獨立正反彎曲各種形狀箍筋大大提益及工作速度降低人工及成本自動行走機構 1套,伺服驅動,高精齒輪齒條嚙合傳動 ,確保鋼筋長度精準機器上骨架制作過程:待主筋轉至上方再補焊電控系統 1臺, PLC控制。人機界面(觸摸屏)立式操作臺;程序實用、易學,適合工地工人現場作業 空壓機 1臺,隨機工具及說明書 1套。
切割時要保證斷料的長度準確性直徑12mm以下的可用人工切割;直徑40mm以下的鋼筋可用機械切割。
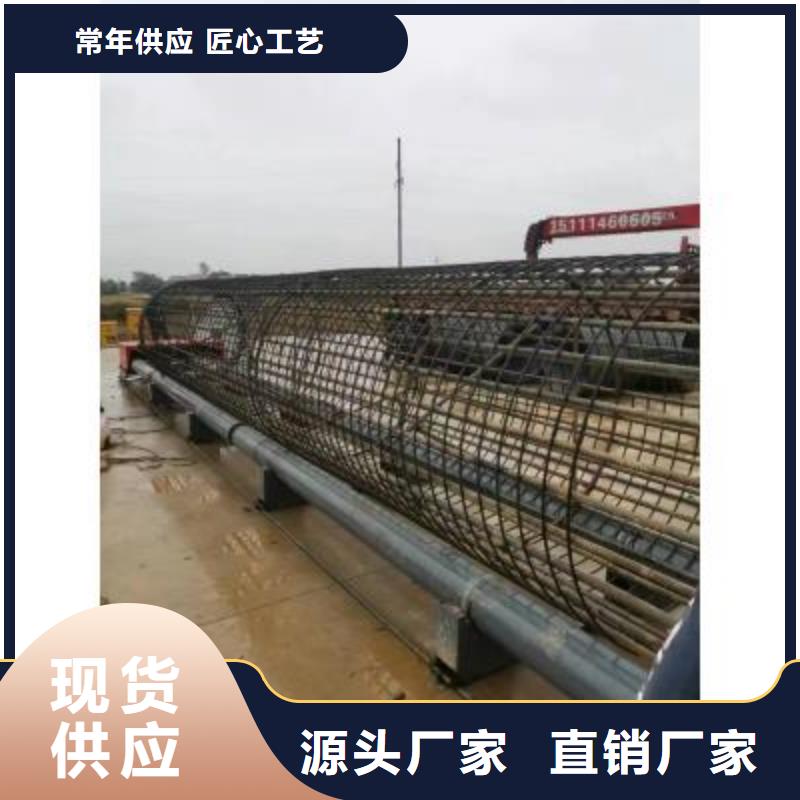
控制誤差應根據圖紙和配料單所表示的規格、尺寸控制在規定范圍之內。鋼筋籠繞筋機
5.鋼筋籠焊接制作
施焊前,鋼筋的裝配與定位應符合下列要求:
首先采用幫條焊時間隙應為2.5mm;采用搭接焊應保證兩鋼筋的軸線在同一直線上,不得錯開搭接焊;幫條與主筋之間用四點定位焊固定,搭接焊時兩點固定,定位焊縫應離幫條或搭接端部20mm以上。
施焊時引弧應在幫條或搭接鋼筋的一端開始,收弧應在幫條或搭接鋼筋端頭上,弧坑應填滿。多層施焊時, 層焊縫應有足夠的熔深。主焊縫與定位焊縫,特別是在定位焊縫的始終端,應熔合良好。

 甘孜全自動鋼筋卷籠機種類齊全
甘孜全自動鋼筋卷籠機種類齊全
鋼筋籠繞筋機運行中工作原理 根據施工要求,鋼筋籠的主筋通過人工穿過固定旋轉盤相應模板圓孔至移動旋轉盤的相應孔中進行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉盤及移動旋轉盤轉動把繞筋纏。 B. 人員 5-7人/班,工期緊時,可分兩班。C. 耗材 CO2氣體、焊絲、焊條等就近定點采購。D. 機具 除主設備滾焊機外, 還需準備切斷機1臺、對焊機2臺以上、連接設備1臺以上。 籠同心度。 筋籠變形;是10mm以上繞筋較密時,人工更難保證質量。
4. 鋼筋籠滾焊機由于主筋在其圓周上分布均勻,多個鋼筋籠搭接時很方便,節省了 吊裝時間。5. 鋼筋籠滾焊機機械化加工鋼筋籠在控制方面了保障,現已被公路建設行業協會作為<公路工程工法>進行推廣,業主的普遍認可和喜歡
