


超前小導(dǎo)管值得信賴")
超前小導(dǎo)管值得信賴")
超前小導(dǎo)管值得信賴")
超前小導(dǎo)管值得信賴")
超前小導(dǎo)管值得信賴")
自從19召開以來(lái),狠下力度,只要有污染無(wú)縫鋼管廠,一律停工檢修,達(dá)標(biāo)之后方可生產(chǎn)。這樣做從短期來(lái)看是制約了我們生產(chǎn)進(jìn)度,但這是順中國(guó)可持續(xù)發(fā)展觀而做決定。時(shí)是需要進(jìn)步,經(jīng)濟(jì)也要發(fā)展,但是如果想要取得長(zhǎng)足發(fā)展,并且為子孫后謀求生路話,在各個(gè)領(lǐng)域中,就必須推行可持續(xù)化道路,在發(fā)展工業(yè)同樣,也必須要注意到環(huán)境問(wèn)題。
無(wú)縫鋼管廠充分發(fā)揮廠內(nèi)要害績(jī)效團(tuán)隊(duì)效果,打破商品分工邊界,在成分優(yōu)化基礎(chǔ)上,要點(diǎn)對(duì)于HRB400中小標(biāo)準(zhǔn)加強(qiáng)控軋控冷技術(shù)研討使。聯(lián)系低溫控軋技術(shù)經(jīng)歷,學(xué)習(xí)超快冷技術(shù)思路,試驗(yàn)軋后控冷技術(shù),在控軋技術(shù)和成分優(yōu)化基礎(chǔ)上進(jìn)一步降低了產(chǎn)成本。
生產(chǎn)無(wú)縫鋼管所到加熱爐,所采是環(huán)形加熱爐,除了這種加熱爐以外,還有其他種類加熱爐,根據(jù)制作無(wú)縫鋼管不同,在具體加熱方式上也是有差異,在熱處理完成之后,還需進(jìn)行進(jìn)一步加工,包括矯直,精整和檢驗(yàn)這幾個(gè)步驟,這樣才能保證無(wú)縫鋼管在。
其中無(wú)縫鋼管管,橢圓度非常高,相信大家都是直到,同樣規(guī)格,肯定是圓形管道,能夠通過(guò)更大水流量。第個(gè)因,那就是無(wú)縫鋼管,在制作過(guò)程中,分注重,管道自身氧化性能。因此在無(wú)縫鋼管內(nèi)外壁上,都是有著一層,抗氧化保護(hù)膜,這有效防止了,管道自身生銹問(wèn)題。
超前小導(dǎo)管值得信賴")
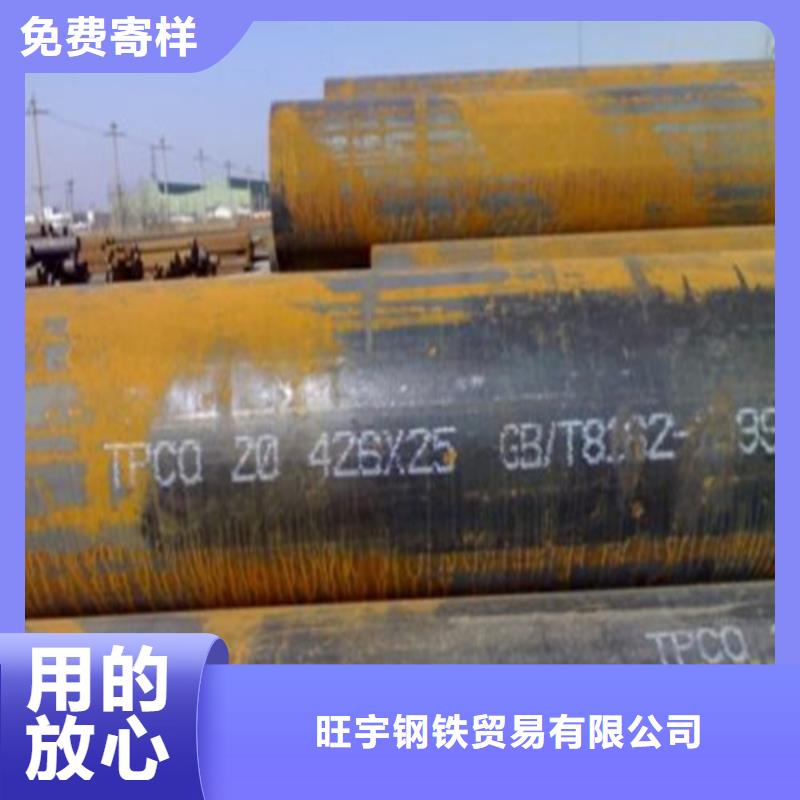
無(wú)縫鋼管廠開發(fā)生產(chǎn)的熱軋無(wú)縫方矩形管適用于汽車車橋用方矩形管,其規(guī)格為150mm×160mm×16mm,材質(zhì)為Q345B,屈服強(qiáng)度≥345MPa,抗拉強(qiáng)度≥510MPa,伸長(zhǎng)率≥20%,圓角要求30°~40°,平均硬度153HBW,可滿足用戶要求。攀成鋼無(wú)縫鋼管廠開發(fā)的熱軋無(wú)縫方矩形管,厚度可達(dá)18mm, 規(guī)格為300mm×300mm。小口徑無(wú)縫鋼管無(wú)縫鋼管具有中空截面,大量用作輸送流體的管道,鋼管與圓鋼等實(shí)心鋼材相比,在抗彎抗扭強(qiáng)度相同時(shí),重量較輕,是一種經(jīng)濟(jì)截面鋼材,廣泛用于制造結(jié)構(gòu)件和機(jī)械零件,如石油鉆桿、汽車傳動(dòng)軸、自行車架以及建筑施工中用的鋼腳手架等。概述小口徑冷拔無(wú)縫鋼管是一種具有中空截面、周邊沒(méi)有接縫的圓形,方形,矩形鋼材。無(wú)縫鋼管是用鋼錠或?qū)嵭墓芘鹘?jīng)穿孔制成毛管,然后經(jīng)熱軋、冷軋或冷撥制成。小口徑無(wú)縫鋼管為保證產(chǎn)品質(zhì)量,明確購(gòu)銷雙方產(chǎn)品質(zhì)量責(zé)任,確保小口徑無(wú)縫鋼管質(zhì)量合格,保證產(chǎn)品。超前小導(dǎo)管值得信賴")
我國(guó)和美國(guó)標(biāo)準(zhǔn)中內(nèi)毛刺的殘留高度大致上規(guī)定了兩檔精度: 檔(O.127mm;第二檔0.254mm)。焊管的物理無(wú)縫化幾何無(wú)縫鋼管處理后的焊管雖然外表上已幾乎看不到焊縫,但焊縫內(nèi)部的金相組織與母材仍有較大區(qū)別,焊縫區(qū)的機(jī)械性能較低。為此,需要經(jīng)過(guò)熱處理細(xì)化焊縫區(qū)的晶粒、去除焊接應(yīng)力,實(shí)現(xiàn)與母體金相組織、機(jī)械性能的一致化,這個(gè)過(guò)程我們稱之為焊管的物理無(wú)縫化。碳鋼管通常采用退火處理,而不銹鋼則采用固溶處理。
幾何無(wú)縫化—內(nèi)外毛刺技術(shù)通常一個(gè)完整的內(nèi)毛刺系統(tǒng)由刀具、支持系統(tǒng)和調(diào)控系統(tǒng)三個(gè)部份組成,其技術(shù)關(guān)鍵在于刀具的形狀和壽命。內(nèi)毛刺的余高一般控制在0.2mm以內(nèi),甚至0.1mm以內(nèi)。
無(wú)縫鋼管熱擴(kuò)鋼管:首先在鋼管外觀上,熱擴(kuò)是紅色,內(nèi)里邊是又鉛粉。要進(jìn)行熱擴(kuò)鋼管對(duì)鋼種質(zhì)量要求很嚴(yán)格,通常要收縮性能很強(qiáng)鋼管,斜軋法或拉拔法擴(kuò)大管材直一種荒管精軋工序。這樣在較短時(shí)間內(nèi)使鋼管增粗,來(lái)生產(chǎn)非標(biāo)、特殊 無(wú)縫管,這種熱擴(kuò)鋼管成本低,生產(chǎn)效率高。
從視點(diǎn)來(lái)看,中國(guó)鋼管產(chǎn)能過(guò)剩發(fā)作深層次因是連續(xù)了以往粗豪式開展方法,還停留在向規(guī)劃要效益簡(jiǎn)略思想之中。因而,鋼企要調(diào)整工業(yè)結(jié)構(gòu),才干完成真實(shí)去產(chǎn)能化。不只需求加大篩選落后產(chǎn)能力度,一起還要加大對(duì)鋼管技能研制和工業(yè)晉級(jí)力度,進(jìn)步中國(guó)鋼管工業(yè)全體技能實(shí)力。
無(wú)縫鋼管可以算上是一種非常具有市場(chǎng)前景管道材料,一方面是因?yàn)檫@種管道材料利率比較高,另一方面是因?yàn)槠渌矫鎯?yōu)勢(shì),無(wú)論是在運(yùn)輸還是焊接方面,這種管道材料操作都是比較簡(jiǎn)單方便,從更為長(zhǎng)遠(yuǎn)方向來(lái)進(jìn)行考慮,無(wú)縫鋼管市場(chǎng)占有率還會(huì)不。
淬火是將小無(wú)縫鋼管加熱到臨界溫度以上,保溫一段時(shí)間,然后很快放入淬火劑中,使其溫度驟然降低,以大于臨界冷卻速度速度急速冷卻,而獲得以馬氏體為主不平衡組織熱處理方法。淬火與不同溫度回火合可以大幅度提高鋼管韌性及疲勞強(qiáng)度獲得綜合機(jī)械性能較好鋼管。
超前小導(dǎo)管值得信賴")