
保障")




為了展現(xiàn)紫銅止水密封膠使用方法產(chǎn)品的優(yōu)勢,我們呈現(xiàn)了制作的產(chǎn)品視頻。幾分鐘的沉浸,將讓您對(duì)這款產(chǎn)品有更深入的了解。
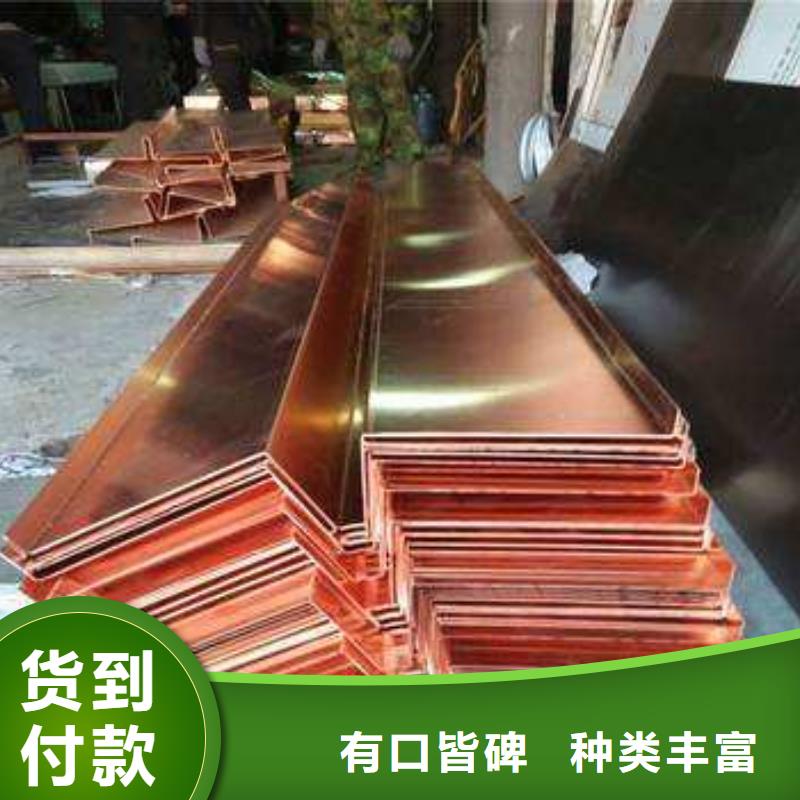
以下是:紫銅止水密封膠使用方法的圖文介紹

熱軋是紫銅片止水帶生產(chǎn)中鑄錠開坯的主要。充分利用紫銅片止水帶在高溫條件下具有優(yōu)異的塑性這一特點(diǎn),從而以較小的軋制力實(shí)現(xiàn)較大程度的變形。熱軋的鑄錠一般由半連續(xù)、連續(xù)鑄造或鐵模鑄造提供。鑄錠規(guī)格的選擇應(yīng)考慮產(chǎn)品的品種、規(guī)格、生產(chǎn)規(guī)模、軋機(jī)設(shè)備條件及鑄造方式等。
鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時(shí)不超過軋機(jī)的開口度;在設(shè)備、工藝條件允許的情況下增大鑄錠的厚度,可以生產(chǎn)效率和成品率。鑄錠寬度通常等于或數(shù)倍于成品寬度,并適當(dāng)考慮寬展量及切邊量;一般鑄錠寬度還應(yīng)控制在軋輥長度的80%以內(nèi)。
鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以生產(chǎn)效率和成品率。中小型銅加工廠鑄錠規(guī)格一般為(60-150)mm×(20-450)mm×()mm,錠重為1.5~3.0t;大型銅加工廠的鑄錠規(guī)格一般為(150~250)mmx(620~1250)mmx(2400~9000)mm,錠重為4.5~20t。
熱軋機(jī)一般為兩輥軋機(jī),軋輥潤滑釆用水或乳液。熱軋加工率一般為90%~95%。由于熱軋后帶坯需要銑面,因此熱軋帶坯的厚度不宜太薄,一般為9~16mm。紫銅片止水帶鑄錠的加熱溫度通常根據(jù)合金材料的高溫性能曲線確定,加熱時(shí)間則根據(jù)加熱爐的情況、鑄錠大小和裝爐量確定,應(yīng)保證鑄錠加熱溫度均勻。
鑄錠的厚度一般與軋輥的直徑之比為1:(3.5~7),同時(shí)不超過軋機(jī)的開口度;在設(shè)備、工藝條件允許的情況下增大鑄錠的厚度,可以生產(chǎn)效率和成品率。鑄錠寬度通常等于或數(shù)倍于成品寬度,并適當(dāng)考慮寬展量及切邊量;一般鑄錠寬度還應(yīng)控制在軋輥長度的80%以內(nèi)。
鑄錠的長度在滿足終軋溫度及輥道長度的條件下,盡量增加鑄錠的長度,以生產(chǎn)效率和成品率。中小型銅加工廠鑄錠規(guī)格一般為(60-150)mm×(20-450)mm×()mm,錠重為1.5~3.0t;大型銅加工廠的鑄錠規(guī)格一般為(150~250)mmx(620~1250)mmx(2400~9000)mm,錠重為4.5~20t。
熱軋機(jī)一般為兩輥軋機(jī),軋輥潤滑釆用水或乳液。熱軋加工率一般為90%~95%。由于熱軋后帶坯需要銑面,因此熱軋帶坯的厚度不宜太薄,一般為9~16mm。紫銅片止水帶鑄錠的加熱溫度通常根據(jù)合金材料的高溫性能曲線確定,加熱時(shí)間則根據(jù)加熱爐的情況、鑄錠大小和裝爐量確定,應(yīng)保證鑄錠加熱溫度均勻。


想要保證涂裝能夠順利進(jìn)行,不僅要根據(jù)涂裝產(chǎn)品的膜厚,還要根據(jù)不同的鋁板體系,將涂裝設(shè)定在一定的粘度范圍內(nèi),才可以產(chǎn)品質(zhì)量。是國內(nèi)成立較早的鋁板廠家,主營:高精超平鋁板,氧化鋁板、6061鋁板、5083鋁板、6082鋁板等各牌 鋁板。
1.紫銅止水板的氣焊將紫銅止水板接頭對(duì)接,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種焊絲,一種是含有脫氧元素的焊絲,如絲201、202;另一種是一般的紫銅絲和母材的切條,采用氣劑301作助熔劑。氣焊紫銅時(shí)應(yīng)采用中性焰。
2.紫銅止水板的手工電弧焊采用紫銅焊條銅107,焊芯為紫銅(T2、T3)。焊前應(yīng)清理焊接處邊緣。焊件厚度大于4毫米時(shí),焊前必須預(yù)熱,預(yù)熱溫度一般在400~500℃左右。用銅107焊條焊接,電源應(yīng)采用直流反接。焊接時(shí)應(yīng)當(dāng)用短弧,焊條不宜作橫向擺動(dòng)。
焊條作往復(fù)的直線運(yùn)動(dòng),可以改善焊縫的成形。長焊縫應(yīng)采用逐步退焊法。焊接速度應(yīng)盡量快些。多層焊時(shí),必須層間的熔渣。焊接應(yīng)在通風(fēng)良好的場所進(jìn)行,以防止銅中現(xiàn)象。焊后應(yīng)用平頭錘敲擊焊縫,應(yīng)力和改善焊縫質(zhì)量。
3.紫銅止水板的手工氬弧焊采用的焊絲有絲201(紫銅焊絲)和絲202,也采用紫銅絲,如T2。焊前應(yīng)對(duì)工件焊接邊緣和焊絲表面的氧化膜、油等臟物都必須清理干凈,避免產(chǎn)生氣孔、夾渣等缺陷。清理的方法有機(jī)械清理法和化學(xué)清理法。
1.紫銅止水板的氣焊將紫銅止水板接頭對(duì)接,搭接接頭和丁字接頭盡量少采用。氣焊可采用兩種焊絲,一種是含有脫氧元素的焊絲,如絲201、202;另一種是一般的紫銅絲和母材的切條,采用氣劑301作助熔劑。氣焊紫銅時(shí)應(yīng)采用中性焰。
2.紫銅止水板的手工電弧焊采用紫銅焊條銅107,焊芯為紫銅(T2、T3)。焊前應(yīng)清理焊接處邊緣。焊件厚度大于4毫米時(shí),焊前必須預(yù)熱,預(yù)熱溫度一般在400~500℃左右。用銅107焊條焊接,電源應(yīng)采用直流反接。焊接時(shí)應(yīng)當(dāng)用短弧,焊條不宜作橫向擺動(dòng)。
焊條作往復(fù)的直線運(yùn)動(dòng),可以改善焊縫的成形。長焊縫應(yīng)采用逐步退焊法。焊接速度應(yīng)盡量快些。多層焊時(shí),必須層間的熔渣。焊接應(yīng)在通風(fēng)良好的場所進(jìn)行,以防止銅中現(xiàn)象。焊后應(yīng)用平頭錘敲擊焊縫,應(yīng)力和改善焊縫質(zhì)量。
3.紫銅止水板的手工氬弧焊采用的焊絲有絲201(紫銅焊絲)和絲202,也采用紫銅絲,如T2。焊前應(yīng)對(duì)工件焊接邊緣和焊絲表面的氧化膜、油等臟物都必須清理干凈,避免產(chǎn)生氣孔、夾渣等缺陷。清理的方法有機(jī)械清理法和化學(xué)清理法。



廣碩橡塑制品(阜陽市分公司)經(jīng)營宗旨:“實(shí)實(shí)在在做人,實(shí)實(shí)在在做事,實(shí)實(shí)在在的 背貼式橡膠止水帶”。常規(guī) 背貼式橡膠止水帶備有現(xiàn)貨。新 背貼式橡膠止水帶對(duì)老用戶可以試用。




點(diǎn)擊查看廣碩橡塑制品(阜陽市分公司)的【產(chǎn)品相冊(cè)庫】以及我們的【產(chǎn)品視頻庫】
