




定西冷拔無縫鋼管靠譜廠家零售

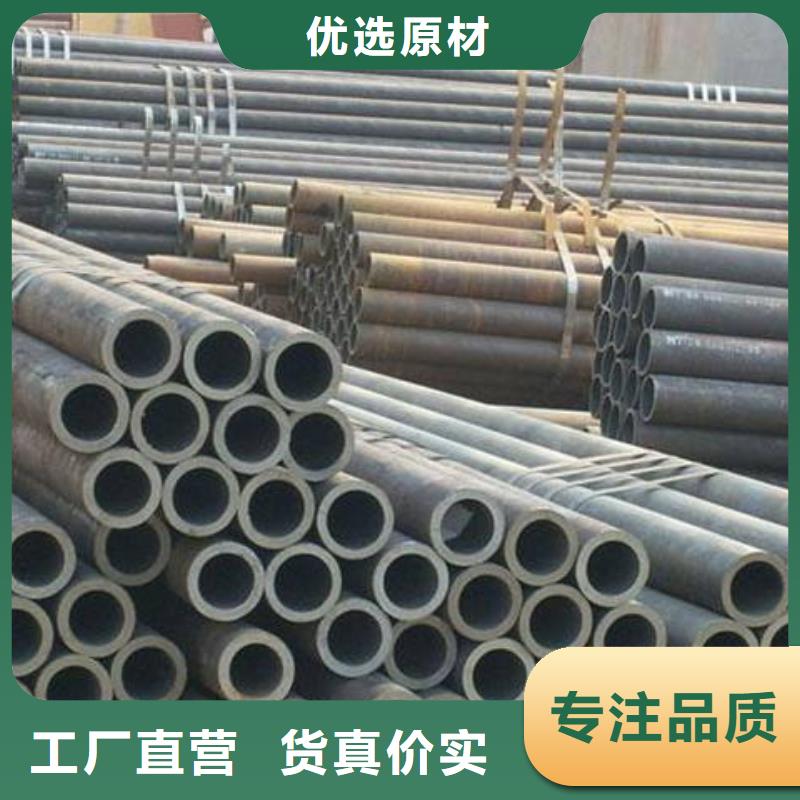
厚壁鋼管英文(Thick wall steel pipe)定西無縫鋼管和薄壁鋼管的 區(qū)別在于鋼管壁的厚度,一般說來,薄壁鋼管都是冷拔技術(shù),而厚壁鋼管一般使用熱軋技術(shù),如果是用度量單位來區(qū)分的話,那么,一般認為,壁厚/管徑等于0.05是厚壁鋼管和薄壁鋼管的分水嶺,壁厚/管徑小于0.05的是薄壁鋼管,大于的是厚壁鋼管,在用途上來說,薄壁鋼管多用于管道上。定西無縫鋼管而厚壁鋼管多應(yīng)用于空心零件的坯料。承壓以及重要管道上使用。焊接方法焊接厚壁鋼管首先清理干凈焊口的油、漆、水、銹等,然后根據(jù)壁厚開坡口,厚的就開大一些,薄的就開小一些(角磨機),然后就是對品的縫隙,一般是焊條或焊絲直徑的1- 1.5倍,如果坡口不小心開大了話可以適當留小一些。點固焊至少三點,定西無縫鋼管一般四點比較好干活。焊接的時候應(yīng)該一半一半焊接,起點 超過 點一公分左右,那樣從對面好接頭。如果鋼管壁厚的話,應(yīng)該分層,至少兩層, 層整圈焊完才可以焊第二層。工藝流程圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記焊縫余高鋼管壁厚不大于 12.5mm 時,焊縫余高不大于 3.0mm;鋼管壁厚大于 12.5mm 時,定西無縫鋼管焊縫余高不大于 3.5mm。彎曲度公稱外徑不大于 168.3mm 的鋼管,應(yīng)平直或按供需雙方協(xié) 議規(guī)定的彎曲度指標;公稱外徑大于 168.3mm 的鋼管,彎曲度不大于鋼管全長的 0.2%。管端壁厚大于4mm的鋼管,管端可加工坡口 30°+5°0°,留根1.6mm±0.8mm,管端斜度小于或等于 5mm。
合金管材質(zhì):12Cr1MoVG 12CrMoG 15CrMoG 12Cr2Mo Cr5Mo Cr9Mo 10Cr9Mo1VNb 15NiCuMoNb5
(1)優(yōu)質(zhì)碳素結(jié)構(gòu)鋼鋼號有20G、20MnG、25MnG。(2)定西無縫鋼管合金結(jié)構(gòu)鋼鋼號15MoG、20MoG、12CrMoG、15CrMoG、12Cr2MoG、12CrMoVG、12Cr3MoVSiTiB等。(3)有銹耐熱鋼常用1Cr18Ni9、1Cr18Ni11Nb鍋爐管除保證化學成分和機械性能外,要逐根做水壓試驗,要作擴口、壓扁試驗。鋼管以熱處理狀態(tài)交貨。此外,對成品鋼管顯微組織、晶粒度、脫碳層也有一定要求。微量有害元素As、Sn、Pb、Bi氧勢小于Fe的氧勢,在煉鋼過程中完全殘留在鋼液。要控制鋼中微量有害元素,必須從煉鋼爐料的源頭來控制1.表中所列牌號為優(yōu)質(zhì)鋼。如果是高級優(yōu)質(zhì)鋼,在牌號后面加“A”(統(tǒng)一數(shù)字代號 一位數(shù)字改為“3”);如果是特級優(yōu)質(zhì)鋼,在牌號后面加“E”(統(tǒng)一數(shù)字代號 一-位數(shù)字改為“6”);對于沸騰鋼,牌號后面為“F”(統(tǒng)一數(shù)字代號 一位數(shù)字為“0”);對于半鎮(zhèn)靜鋼,牌號后面為“b”(統(tǒng)一數(shù)字代號 一位數(shù)字為“1”)。2.使用廢鋼冶煉的鋼允許含銅量不大于0.30%。3.熱壓力加工用鋼的銅含量應(yīng)不大于0.20%。4.鉛浴淬火(派登脫)鋼絲用的35.85鋼的錳含量為0.30%-0.60%;鉻含量不大于0.10%,鎳含量不大于0.15%,銅含量不大于0.20%;硫、磷含量應(yīng)符合鋼絲標準要求。5.08鋼用鋁脫氧冶煉鎮(zhèn)靜鋼,錳含量下限為0.25%,硅含量不大于0.03%,鋁含量為0.02%-0.07%。此時鋼的牌號為08A1。6.冷沖壓用沸騰鋼含硅量不大于0.03%。7.氧氣轉(zhuǎn)爐冶煉的鋼其含氮量應(yīng)不大于0.008%。供方能保證合格時,可不做分析。8.經(jīng)供需雙方協(xié)議,08-25鋼可供應(yīng)硅含量不大于0.17%的半鎮(zhèn)靜鋼,其牌號為08b-25b。9.上述各成分含量皆指質(zhì)量分數(shù)。