

以下是我們上傳的冷拔管精拔管生產安裝實拍視頻,您可以點擊觀看。
以下是:冷拔管精拔管生產安裝的圖文介紹


熱軋冷拔管用連鑄圓管坯板坯或初軋板坯作原料,經步進式加熱爐加熱,高壓水除鱗后進入粗軋機,粗軋料經切頭、尾、再進入精軋機,實施計算機 控制軋制,終軋后即經過層流冷卻和卷取機卷取、成為直發卷。直發卷的頭、尾往往呈舌狀及魚尾狀,厚度、 寬度精度較差,邊部常存在浪形、折邊、塔形等缺陷。其卷重較重、鋼卷內徑為760mm。將直發卷經切頭、 切尾、切邊及多道次的矯直、平整等精整線處理后,再切板或重卷,即成為:熱軋鋼板、平整熱軋鋼卷、縱切帶等產品。熱軋精整卷若經酸洗去除氧化皮并涂油后即成熱軋酸洗板卷。
45#冷拔管成品狀況為:內外壁亮光無氧化層,冷拔管光潔度很高,接受高壓、無泄漏、高精細、高光潔度、冷彎不變形、擴口、壓扁無裂縫、外表防銹處理,廣泛用于液壓體系用精細鋼管、注塑機用精細鋼管、液壓機用精細鋼管、船舶制作用鋼管、EVA發泡油壓機械、精細油壓裁斷機用無縫鋼管、制鞋機械、液壓設備、高壓油管、液壓油管、卡套接頭、鋼管接頭、橡膠機械、鍛壓機械、壓鑄機械、工程機械、混泥土泵車用高壓鋼管、環衛車用、轎車行業、造船工業、金屬加工、軍工、柴油機、內燃機、空壓機、建筑機械、農林機械等 ,完全可以代替同規范的進口45#冷拔管.
45#冷拔管成品狀況為:內外壁亮光無氧化層,冷拔管光潔度很高,接受高壓、無泄漏、高精細、高光潔度、冷彎不變形、擴口、壓扁無裂縫、外表防銹處理,廣泛用于液壓體系用精細鋼管、注塑機用精細鋼管、液壓機用精細鋼管、船舶制作用鋼管、EVA發泡油壓機械、精細油壓裁斷機用無縫鋼管、制鞋機械、液壓設備、高壓油管、液壓油管、卡套接頭、鋼管接頭、橡膠機械、鍛壓機械、壓鑄機械、工程機械、混泥土泵車用高壓鋼管、環衛車用、轎車行業、造船工業、金屬加工、軍工、柴油機、內燃機、空壓機、建筑機械、農林機械等 ,完全可以代替同規范的進口45#冷拔管.



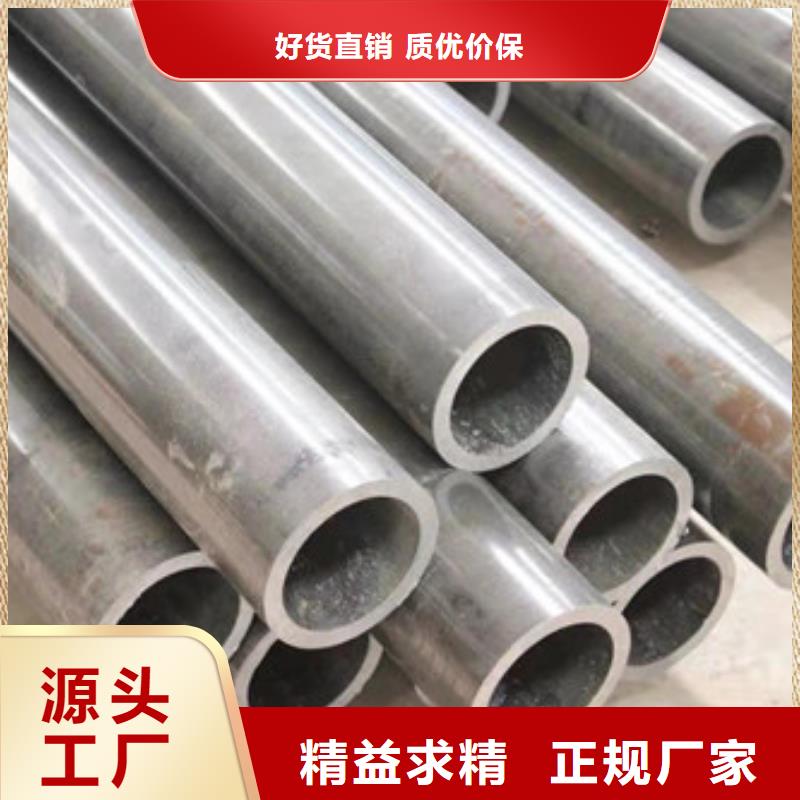
冷拔管是用實心管坯經穿孔后軋制的,按生產方法不同可分為熱軋管、冷軋管、冷拔管、擠壓管等。
冷拔管一般在自動軋管機組上生產。實心管坯經檢查并表面缺陷,截成所需長度,在管坯穿孔端端面上定心,然后送往加熱爐加熱,在穿孔機上穿孔。在穿孔同時不斷旋轉和前進,在軋輥和頂頭的作用下,管坯內部逐漸形成空腔,稱毛管。再送至自動軋管機上繼續軋制。 經均整機均整壁厚,經定徑機定徑,達到規格要求。利用連續式軋管機組生產冷拔管是較先進的方法。
若欲獲得尺寸更小和質量更好的無縫管,必須采用冷軋、冷拔或者兩者聯合的方法。冷軋通常在二輥式軋機上進行,鋼管在變斷面圓孔槽和不動的錐形頂頭所組成的環形孔型中軋制。冷拔通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。
擠壓法即將加熱好的管坯放在密閉的擠壓圓筒內,穿孔棒與擠壓桿一起運動,使擠壓件從較小的模孔中擠出。此法可生產直徑較小的鋼管。冷拔管的焊接工藝。


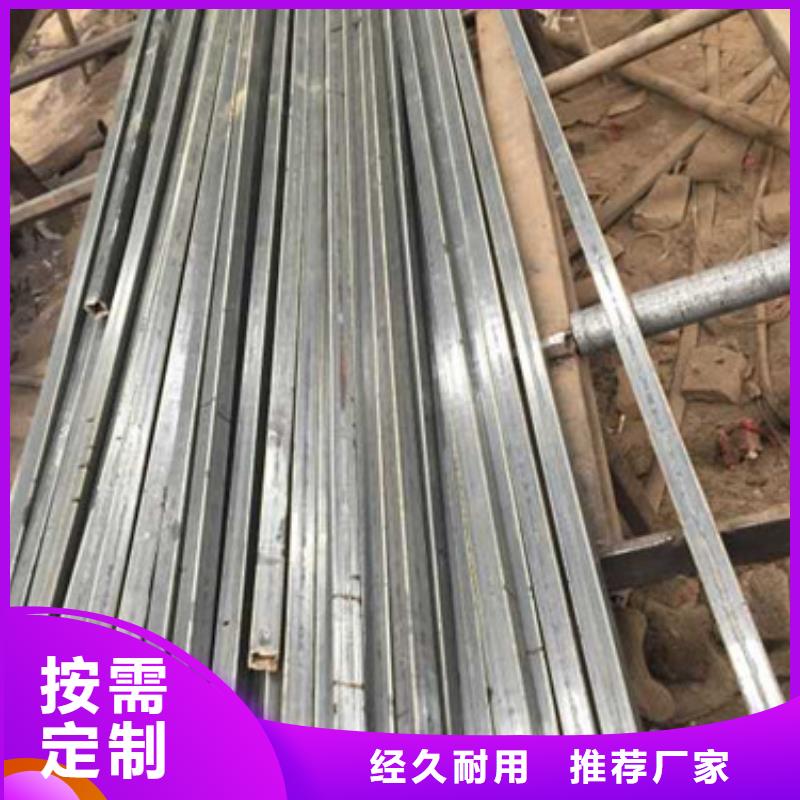
冷拔鋼管是鋼管的一種,即其按生產工藝的不同分類的一種,區別于熱軋(擴)管。在毛管坯或原料管擴徑的過程中通過多道次的冷拔加工而成,通常在0.5~100T的單鏈式或雙鏈式冷拔機上進行。冷軋(撥)鋼管除分一般鋼管、低中壓鍋爐鋼管、高壓鍋爐鋼管、合金鋼管、不銹鋼管、石油裂化管、機械加工管、厚壁管、小口徑加內模冷拔管其它鋼管外,還包括碳素薄壁鋼管、合金薄壁鋼管、不銹薄壁鋼管、異型鋼管。冷拔鋼管其外徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm壁厚小于0.25mm尺寸,精度以及表面質量均明顯優于熱軋(擴)管,但受工藝制約,其口徑以及長度均受到一定限制。
冷拔加工鋼管正是發生了加工硬化。冷拔時金屬發生塑性變形,晶體內部有多個滑移系啟動,位錯運動彼此攔截,許多位錯被釘扎住,造成位錯塞積,同時位錯源停止動作。上述一系列過程導致了位錯的可動性降低,晶體中的位錯密度顯著增加。當塑性變形進一步發生,應力增加并足以使釘扎的位錯開始運動,螺位錯交滑移,刃位錯不能交滑移,這樣發生位錯交截,使不動階數增加。
所以,通過冷拔加工金屬內部位錯密度增加,位錯可動性降低,既難于產生位錯又難于移動位錯,因而金屬材料硬度、強度提高。這就是冷拔加工的金屬學原理。
力學原理
冷拔時鋼管在力的作用下通過一定形狀、尺寸的模具,發生塑性變形。目前,在生產中的拔制方法大致可分成3種:縮徑拔管、減外壁拔管和減內壁拔管,冷拔時,鋼管在拉拔力、正壓力和摩擦力的作用下,發生相應的變形,大都經過縮徑、減壁和定徑3個階段,而且變形區內部產生相應的應力,其中軸向為拉應力,徑向和周向為壓應力,拔管過程中金屬處于一向拉和兩向壓應力狀態,這是冷拔管變形過程的基本力學特征。
冷拔加工鋼管正是發生了加工硬化。冷拔時金屬發生塑性變形,晶體內部有多個滑移系啟動,位錯運動彼此攔截,許多位錯被釘扎住,造成位錯塞積,同時位錯源停止動作。上述一系列過程導致了位錯的可動性降低,晶體中的位錯密度顯著增加。當塑性變形進一步發生,應力增加并足以使釘扎的位錯開始運動,螺位錯交滑移,刃位錯不能交滑移,這樣發生位錯交截,使不動階數增加。
所以,通過冷拔加工金屬內部位錯密度增加,位錯可動性降低,既難于產生位錯又難于移動位錯,因而金屬材料硬度、強度提高。這就是冷拔加工的金屬學原理。
力學原理
冷拔時鋼管在力的作用下通過一定形狀、尺寸的模具,發生塑性變形。目前,在生產中的拔制方法大致可分成3種:縮徑拔管、減外壁拔管和減內壁拔管,冷拔時,鋼管在拉拔力、正壓力和摩擦力的作用下,發生相應的變形,大都經過縮徑、減壁和定徑3個階段,而且變形區內部產生相應的應力,其中軸向為拉應力,徑向和周向為壓應力,拔管過程中金屬處于一向拉和兩向壓應力狀態,這是冷拔管變形過程的基本力學特征。



精拉管業(大同市分公司)擁有完整、科學的質量管理體系;精拉管業(大同市分公司)的誠信、實力和【16Mn精密管】產品質量獲得業界的認可。我公司擁有一批干練的技術人才和高素質業務人才,公司一貫以品種齊全,款式新穎,價格合理,誠實守信,在同行的競爭中具有很好的優勢;為客戶提供優質、可靠、、創新的【16Mn精密管】產品和系統。堅持以客戶的需求為導向的理念。


