



想要一睹42crmo合金無(wú)縫管型號(hào)齊全產(chǎn)品的風(fēng)采嗎?別猶豫,我們的視頻將帶您領(lǐng)略產(chǎn)品的每一個(gè)精彩瞬間,從細(xì)節(jié)中感受品質(zhì),從畫面中捕捉魅力。
以下是:42crmo合金無(wú)縫管型號(hào)齊全的圖文介紹
縫管型號(hào)齊全")
縫管型號(hào)齊全")
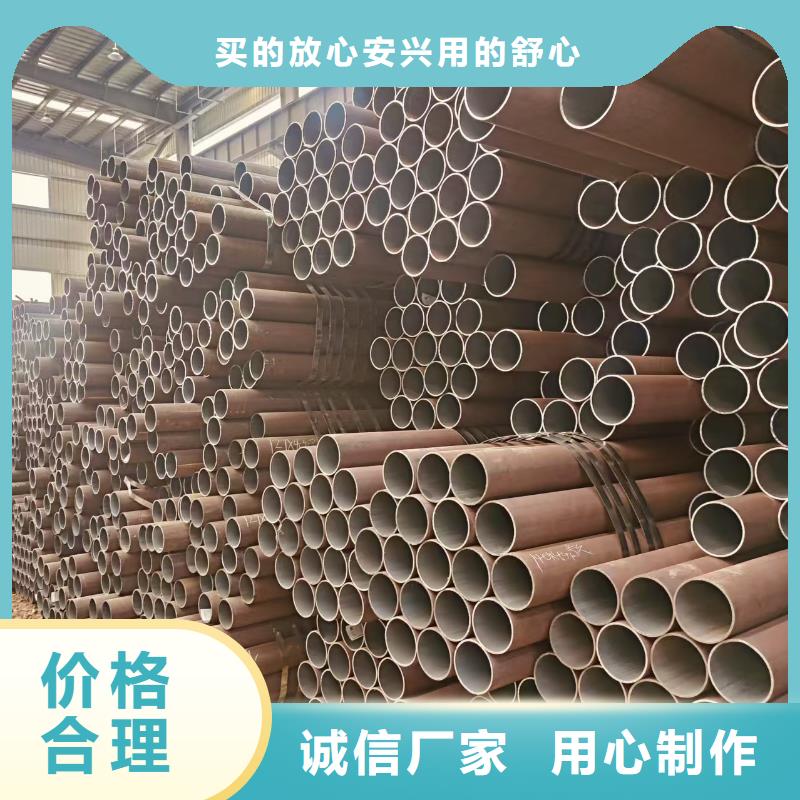
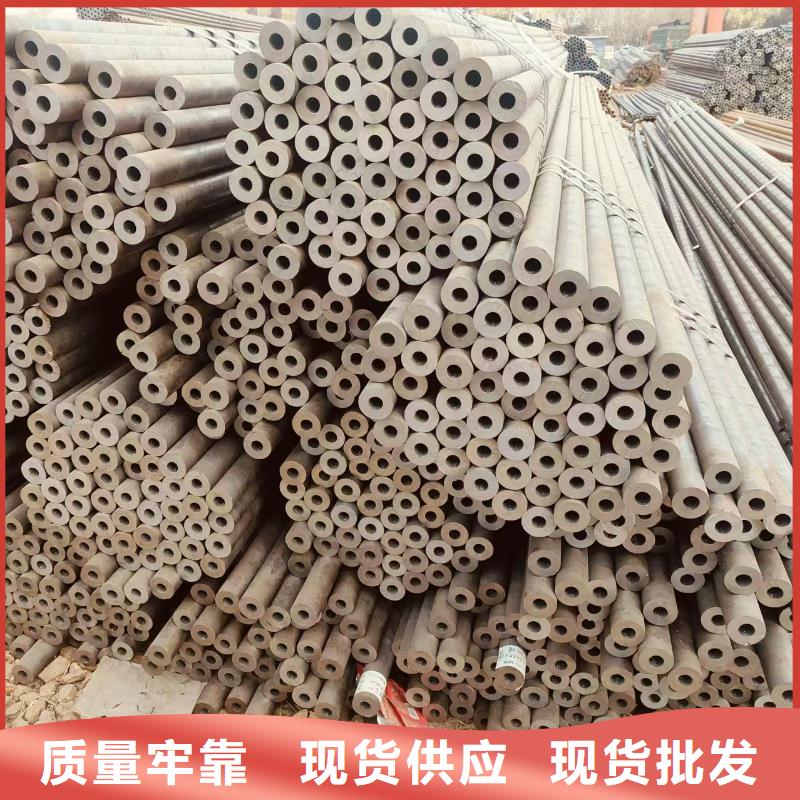
無(wú)縫管分熱軋和冷軋(撥)無(wú)縫管兩類。熱軋無(wú)縫管分一般鋼管,低、附近中壓鍋爐鋼管,高壓鍋爐鋼管、當(dāng)?shù)睾辖痄摴堋⒉讳P鋼管、附近石油裂化管、同城地質(zhì)鋼管和其它鋼管等。冷軋撥除分一般鋼管、附近低中壓鍋爐鋼管、附近高壓鍋爐鋼管、附近合金鋼管、不銹鋼管、當(dāng)?shù)厥土鸦堋⑵渌摴芡猓€包括碳素薄壁鋼管、附近合金薄壁鋼管、同城不銹薄壁鋼管、當(dāng)?shù)禺愋弯摴堋彳垷o(wú)縫管外徑一般大于 32mm,壁厚2.5-75mm,冷軋無(wú)縫鋼管處徑可以到6mm,壁厚可到0.25mm,薄壁管外徑可到5mm,壁厚小于0.25mm,冷軋比熱軋尺寸精度高。一般用無(wú)縫鋼管:是用10、當(dāng)?shù)?0、同城30、同城35、45等優(yōu)質(zhì)碳結(jié)鋼16Mn、同城5MnV等低合金結(jié)構(gòu)鋼或40Cr、30CrMnSi、當(dāng)?shù)?5Mn2、當(dāng)?shù)?0MnB等合金鋼熱軋或冷軋制成的。10、附近20等低碳鋼制造的無(wú)縫管主要用于流體輸送管道。45、附近40Cr等中碳鋼制成的無(wú)縫管用來(lái)制造機(jī)械零件,如汽車、附近拖拉機(jī)的受力零件。一般用無(wú)縫鋼管要保證強(qiáng)度和壓扁試驗(yàn)。熱軋鋼管以熱軋狀態(tài)或熱處理狀態(tài)交貨;冷軋以熱處理狀態(tài)交貨。
縫管型號(hào)齊全")
縫管型號(hào)齊全")
縫管型號(hào)齊全")
聚旺物資有限公司(大同分公司)在建立現(xiàn)代企業(yè)制度的基礎(chǔ)上,建立了一套完善的人事管理、生產(chǎn)管理、質(zhì)量管理、財(cái)務(wù)管理、營(yíng)銷管理、信息管理等綜合管理體系。公司研發(fā)中心擁有雄厚的科技力量和強(qiáng)大的科研實(shí)力,匯聚海內(nèi)外專家學(xué)者進(jìn)行科研攻關(guān)。 公司 正大鍍鋅鋼管生產(chǎn)基地?fù)碛袊?guó)際技術(shù)水平的生產(chǎn)環(huán)境的生產(chǎn)設(shè)備, 以及正在完善適合公司發(fā)展、適應(yīng)市場(chǎng)需求的運(yùn)營(yíng)模式。在這個(gè)充滿機(jī)遇挑戰(zhàn)的新的歷史時(shí)期,公司將以市場(chǎng)為導(dǎo)向,以人才為根本,以技術(shù)為支撐,以資本為紐帶,打造一個(gè)實(shí)力雄厚、核心競(jìng)爭(zhēng)力強(qiáng)大的國(guó)際化企業(yè)。在這里,我們將用信念、追求和執(zhí)著開啟新的航程,乘風(fēng)破浪,勇往直前,駛向我們的理想和目標(biāo)。
縫管型號(hào)齊全")
縫管型號(hào)齊全")
縫管型號(hào)齊全")
無(wú)縫管的生產(chǎn)是一個(gè)復(fù)雜而嚴(yán)謹(jǐn)?shù)倪^(guò)程,涉及多個(gè)關(guān)鍵步驟和注意事項(xiàng)。以下是對(duì)無(wú)縫管生產(chǎn)過(guò)程的詳細(xì)解析以及需要注意的事項(xiàng):無(wú)縫鋼管的生產(chǎn)過(guò)程無(wú)縫管的生產(chǎn)過(guò)程主要包括以下幾個(gè)步驟:原料準(zhǔn)備:原料主要是鋼板或鋼帶,其質(zhì)量對(duì)無(wú)縫鋼管的終質(zhì)量有至關(guān)重要的影響。因此,需要仔細(xì)檢查原料的表面質(zhì)量、附近化學(xué)成分和機(jī)械性能等指標(biāo)。加熱與穿孔:將原料加熱到一定的溫度(如1,300 °C),使其變軟并易于塑形。使用穿孔機(jī)將加熱后的原料穿孔,形成空心的厚壁毛管。穿孔過(guò)程中,原料會(huì)不斷旋轉(zhuǎn)和前進(jìn),以確保形成的毛管內(nèi)壁光滑。熱軋或冷軋:熱軋:毛管經(jīng)過(guò)熱軋機(jī)進(jìn)行軋制,通過(guò)多道次軋制逐漸減薄壁厚,形成接近成品尺寸的荒管。熱軋過(guò)程中,需要嚴(yán)格控制加熱溫度、本地軋制速度等參數(shù),以防止材料性能下降或產(chǎn)生裂紋。冷軋:對(duì)于需要更高尺寸精度和表面質(zhì)量的產(chǎn)品,可以采用冷軋工藝。冷軋通常在二輥式軋機(jī)上進(jìn)行,通過(guò)多次軋制達(dá)到所需的尺寸和表面質(zhì)量。冷拔:冷拔工藝是在常溫下對(duì)無(wú)縫鋼管進(jìn)行拉伸,以進(jìn)一步減小其外徑和壁厚。冷拔過(guò)程中需要控制拔制速度和減徑率,以防止鋼管內(nèi)部產(chǎn)生裂紋。精整與熱處理:精整工藝包括切頭、去毛刺、同城矯直、當(dāng)?shù)厮嵯础⒈镜乩涮幚怼⒈镜責(zé)崽幚淼炔襟E。酸洗時(shí)要注意防止過(guò)酸腐蝕鋼管表面;熱處理則用于殘余應(yīng)力、附近改善組織結(jié)構(gòu)、同城提高力學(xué)性能。檢驗(yàn)與入庫(kù):
縫管型號(hào)齊全")
縫管型號(hào)齊全")
縫管型號(hào)齊全")
無(wú)縫管的生產(chǎn)工藝主要分為熱軋和冷軋(撥)兩大類。熱軋無(wú)縫管涵蓋了多種類型,如一般鋼管、當(dāng)?shù)氐椭袎哄仩t鋼管、本地高壓鍋爐鋼管等。而冷軋(撥)無(wú)縫鋼管則在此基礎(chǔ)上增加了更多類型,如碳素薄壁鋼管、附近合金薄壁鋼管等。在尺寸方面,熱軋無(wú)縫管的外徑通常大于32mm,壁厚范圍為2.5-200mm;而冷軋無(wú)縫鋼管的外徑可達(dá)6mm,壁厚可至0.25mm,甚至更薄。因此,冷軋工藝在尺寸精度上相較于熱軋工藝更高。一般用途的無(wú)縫鋼管,其原材料包括10、同城20、附近30、35、附近45等優(yōu)質(zhì)碳結(jié)鋼,以及16Mn、本地5MnV等低合金結(jié)構(gòu)鋼,甚至40Cr、當(dāng)?shù)?0CrMnSi、附近45Mn2、40MnB等合結(jié)鋼。經(jīng)過(guò)熱軋或冷軋工藝,這些鋼管被廣泛應(yīng)用于流體輸送管道等領(lǐng)域。特別地,由10、20等低碳鋼制造的無(wú)縫管,因其優(yōu)良的耐用性和經(jīng)濟(jì)性,在市場(chǎng)上占據(jù)了一定的份額。5、同城40Cr等中碳鋼制成的無(wú)縫管,因其出色的機(jī)械性能,常被用于制造汽車、附近拖拉機(jī)等重型機(jī)械的受力零件。在選用這類無(wú)縫管時(shí),必須確保其強(qiáng)度和壓扁試驗(yàn)都達(dá)標(biāo)。此外,熱軋鋼管通常以熱軋狀態(tài)或經(jīng)過(guò)熱處理的狀態(tài)進(jìn)行交貨,而冷軋鋼管則一律以熱處理狀態(tài)交貨,以保證其質(zhì)量和性能。
縫管型號(hào)齊全")
點(diǎn)擊查看聚旺物資有限公司(大同分公司)的【產(chǎn)品相冊(cè)庫(kù)】以及我們的【產(chǎn)品視頻庫(kù)】