

聯系我們

更新時間:2025-06-05 17:35:53 ip歸屬地:大同,天氣:晴,溫度:10-30 瀏覽次數:1 公司名稱:聊城 潤星電力管材(大同市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 8.98/米 |
| 發貨期限 | 3天 |
| 供貨總量 | 8892米 |
| 運費說明 | 面議 |
| 小起訂 | 3 |
| 質量等級 | 國標 |
| 是否廠家 | 是 |
| 產品材質 | 高密度聚乙烯 |
| 產品品牌 | 潤星 |
| 產品規格 | DN20-DN630 |
| 發貨城市 | 山東聊城 |
| 產品產地 | 山東聊城 |
| 加工定制 | 否 |
| 產品型號 | DN20-DN630 |
| 可售賣地 | 全國 |
| 產品重量 | 3.14KG |
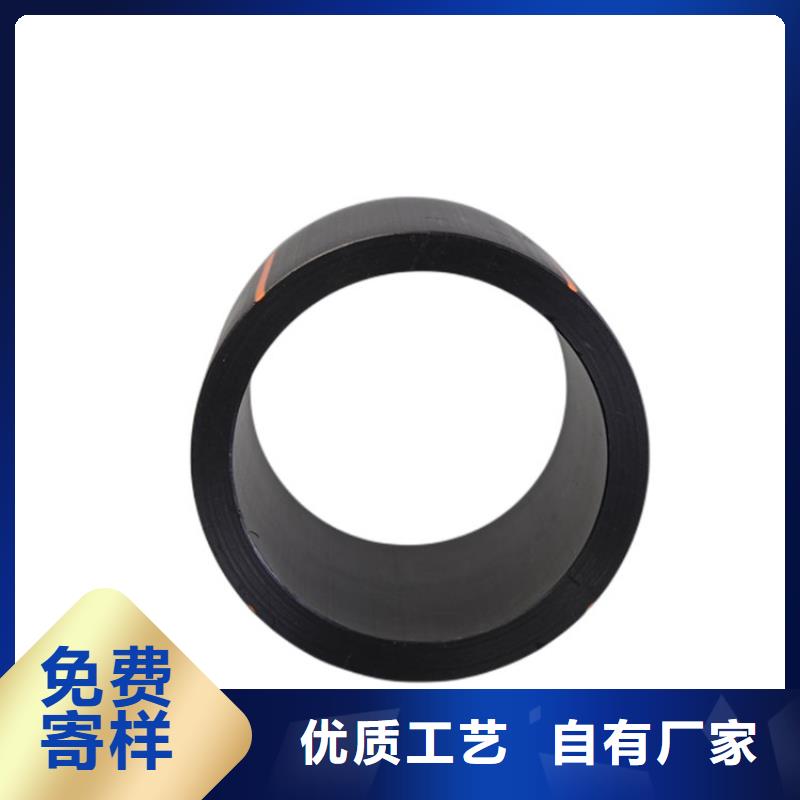
| 產品顏色 | 黑色橙條 |
| 質保時間 | 10年 |
| 外形尺寸 | 圓管 |
| 適用領域 | 市政燃氣 |
| 是否進口 | 否 |
| 質量認證 | 9000 |
| 工作溫度 | 35℃ |
| 連接方式 | 熱熔對接 |
| 熱熔溫度 | 226℃ |
| 定長 | 6米 |
| 原料牌號 | 北歐化工3490 |
| 范圍 | 生產基地位于【聊城】,供應范圍覆蓋山西省 太原市、大同市、長治市、晉城市、陽泉市、朔州市、晉中市、運城市、忻州市、臨汾市、呂梁市 礦區、南郊區、新榮區、陽高縣、天鎮縣、廣靈縣、靈丘縣、渾源縣、左云縣等區域。 |


 大同PE100燃氣管_省心省錢
<大同>潤星電力管材有限公司
大同PE100燃氣管_省心省錢
<大同>潤星電力管材有限公司
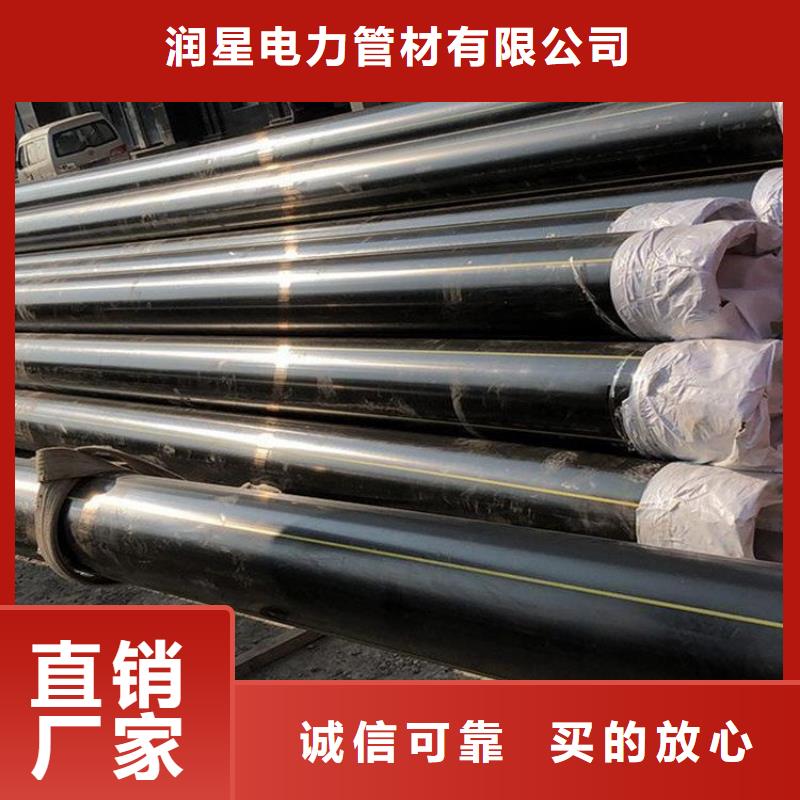
大同PE燃氣管耐腐蝕。聚乙烯為惰性材料,除少數強氧化劑外,可耐多種化學介質的侵蝕。無電化學腐蝕,不需要防腐層。大同PE燃氣管道不泄漏。聚乙烯管道主要采用熔接連接(熱熔連接或電熔連接),本質上保證接口材質、結構與管體本身的同一性,實現了接頭與管材的一體化。試驗證實,其接口的抗拉強度及強度均高于管材本體,可有效地抵抗內壓力產生的環向應力及軸向的拉伸應力。因此與橡膠圈類接頭或其他機械接頭相比,不存在因接頭扭曲造成泄漏的危險。PE聚乙烯礦用管高韌性。聚乙烯管是一種高韌性的管材,其斷裂伸長率一般超過50%,對管基不均勻沉降的適應能力非常強,也是一種抗震性能優良的管道。

我們通常見的大同PE燃氣管顏色是黑管上面有黃色豎條,PE給水管是黑管藍條,為什么要標注不同的顏色呢,那肯定是為了區分兩者不一樣,但是有人會說除了顏色不一樣其他都一樣,那你就大錯特錯了,我們接著往下看PE燃氣管因為是輸送氣體的,氣體摩擦會造成燃燒爆炸,所以大同PE燃氣管采用的材料里面添加有一種抗靜電的材料,相對來說PE燃氣管的原材料價格比PE給水管要高很多。大同PE燃氣管對熱穩定性較為敏感,PE管在較高溫度下其耐壓強度會降低;溫度過低將導致其變脆。因此目前PE管一般使用壓力在0.1~0.4MPa。由于大同PE燃氣管易氧化,易彎曲,對溫度敏感,對于管材的存放、搬運、運輸、存放期限及施工等有一定的要求。大同PE燃氣管施工設備多,對施工設備依賴性大;對外界環境要求高,寒冷天氣和大風下雨環境下不便施工,須采取保護措施。
我公司的大同PE燃氣管管材分SDR11和SDR17兩種系列,SDR11表示管材的公稱外徑de與管材公稱壁厚en的比值為11,同樣SDR17表示管材的公稱外徑de與管材壁厚en的比值為17。公司生產的直管一般生產 6 米,9米 或 12 米 ,也可根據客戶的要求供貨。 外徑小于 63mm 的管材還可以盤卷,長度可為 50 米 、 100 米 或 150 米 ,也可根據客戶要求供貨。燃氣用埋地聚乙烯PE管道執行標準:GB 15558.1-2015燃氣用PE管材是傳統的鋼鐵管材燃氣的換代產品。大同PE燃氣管必須承受一定的壓力,通常要選用分子量大、機械性能較好的PE樹脂,如HDPE樹脂。大同PE燃氣管輸送天然氣、液化石油和人工煤氣時,其設計壓力不應大于管道***大允許工作壓力,***大允許工作壓力應符合下表的規定。

大同PE燃氣管是按照GB/T15558.1-2015和G5+PE001.1-2008的標準要求進行生產的。PE燃氣管的連接方式主要有:熱熔對接、電熔連接、鋼塑過渡接頭連接、法蘭連接等。大同PE燃氣管材和管件的直徑≥90mm,采用熱熔對接或者電熔連接方法;直徑≤90mm,采用電熔連接;若是與金屬或其它材質的管道連接通常采用鋼塑過渡接頭連接或者法蘭連接。大同PE燃氣管熱熔對接的操作步驟:1、調試對接焊機,把待接管材放置于焊機夾具上并夾緊;2、用刨刀銑削連接端面并清潔管材待接面,然后校直對接件,其錯位量不要大于管材壁厚的10%;3、當加熱板的溫度達到設定溫度時,把管材放入加熱板中進行加熱;4、大同PE燃氣管加熱完成后,在取出加熱板快速啟動油汞壓力,使兩管材加熱面迅速結合,然后升壓至熔接壓力保壓冷卻。5、待冷卻到規定時間后,把夾具打開,把管材從焊機上移開,連接就完成了。