


聯系我們

工字鋼訂制電話
更新時間:2025-06-27 18:48:32 ip歸屬地:大慶,天氣:陣雨轉陰,溫度:23-34 瀏覽次數:2 公司名稱:聊城 宏鉅天成鋼管(大慶市分公司)
| 產品參數 | |
|---|---|
| 產品價格 | 3000/噸 |
| 發貨期限 | 現貨直發 |
| 供貨總量 | 3000噸 |
| 運費說明 | 買家負責 |
| 范圍 | 工字鋼訂制電話供應范圍覆蓋黑龍江省 哈爾濱市、齊齊哈爾市、鶴崗市、大慶市、佳木斯市、牡丹江市、黑河市、綏化市、大興安嶺市 薩爾圖區、龍鳳區、讓胡路區、紅崗區、肇州縣、肇源縣、林甸縣等區域。 |



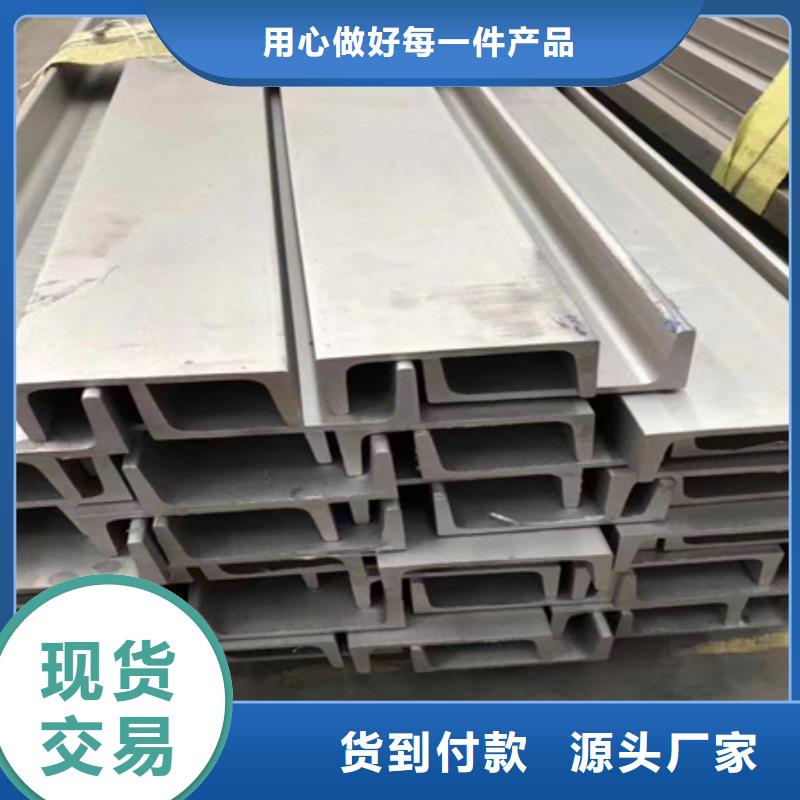




熱軋工字鋼是實際工程常用的型材,以往常用的國產工字鋼翼緣寬度較窄,承載性能較差,而與其同類型的熱軋工字鋼,其截面積的分配更合理、更優化,與普通工字鋼相比有以下顯著特點。(1)翼緣寬,側向剛度大熱軋寬翼緣工字鋼的高寬比(H/B)可達到1甚至略小于l,其繞弱軸(側向)的剛度顯著增加,可以更合理的用做受壓構件。即使窄翼緣工字鋼(現國標HN系列)其常見規格的翼緣寬度亦較同高度的工字鋼翼緣寬度大1.1一1.4倍,因而在相同截面積的條件下其繞弱軸方向剛度要大近1倍以上。(2)抗彎能力強由于截面積約分配更加合理,在相同截面積(或重量)條件下、工字鋼的截面繞強軸的抗彎性能亦優于工字鋼,以窄翼緣工字鋼為例,二者截面繞強軸的抗彎截面抵抗矩,工字鋼比工字鋼大約5%一10%。
選擇剖分工字鋼既要考慮其耐一般腐蝕的性能又要考慮其耐局部腐蝕的性能在一些水介質和化工介質中后者更需予以注意這是因為選材人員一般多重視剖分工字鋼的耐一般腐蝕性能而在使用條件下它們對局部腐蝕例如對應力腐蝕孔蝕等的敏感性如何則考慮較少;剖分工字鋼的局部腐蝕多在耐一般腐蝕性能很好的腐蝕環境中發生局部腐蝕常常導致剖分工字鋼設備部件的突然破壞其危害性遠遠大于一般腐蝕。4、在應用各種手冊中有關剖分工字鋼的耐蝕性數據時要注意其中很多數據只是一些實驗內的試驗結果與實際介質環境常常有較大的出入為了獲得更加接近實際使用條件的耐蝕性數據一般應在實驗室內進行了實際介質的腐蝕試驗或現場條件下的掛片試驗必要時還要進行模擬裝置的試驗。在一些使用條件下還會遇到這種情況當工作介質中或所操作的工業產品中即使含有微量的某種或某此剖分工字鋼中的金屬離子時便會影響化工工藝過程工工業產品的質量(包括光澤顏色純度等).這種情況在核燃料制藥和顏料等工業中為常見此時常常選用不含某種元素的剖分工字鋼或適當提高所選用剖分工字鋼耐蝕性檔次以便使金屬離子降低到允許的限度.
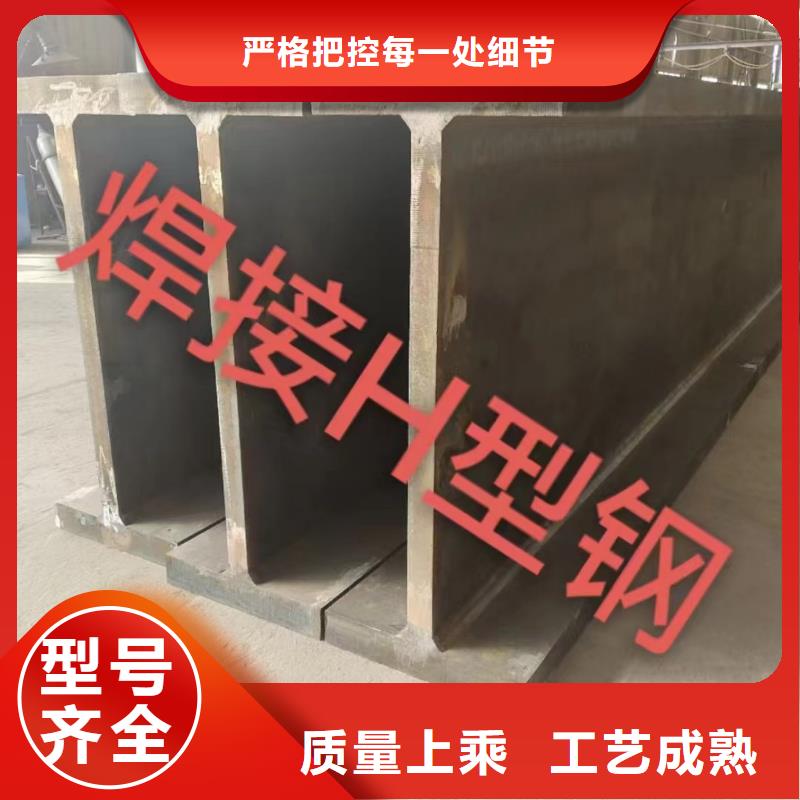
構件扭曲變形產生的原因是不合理的焊接順序和方向也就是同一條焊縫正反面的焊接沒有在同一端起弧焊接有效控制和減少扭曲變形的辦法是采用對稱同方向焊接也就是焊接工字鋼 主焊縫同一條焊縫兩面焊道焊接過程中要求對稱焊接且同方向只有這樣才能夠有效減少和控制構件扭曲變形。嚴禁在T鋼正反面焊接過程中采用交叉反方向焊接。工字鋼廠家保證合理的焊接工藝方法能使扭曲變形量減少較小的扭曲變形量讓后續矯正工作變得容易。T鋼的翼緣板與腹板之間的角變形可以通過后續T鋼矯正機的矯正來。t型鋼生產廠家主焊縫埋弧焊接八字變形的:八字變形出現在較厚腹板構件坡口熔透焊產生原因是多層多道焊接時沒有隨時觀測焊接過程中的變形狀態一次將一側焊縫全部焊接完成使得焊接收縮變形作用在一側當焊接另一側時已無法通過焊接收縮變形予以矯正回來。有效減少焊接八字變形的方法是采用對稱焊接在多層多道焊接過程中每側焊道嚴禁一次焊完應做到隨時測量角度變化進行頻繁反身對稱焊接形控制。
在工字鋼鋼結構維護工程的施工中,表面清理工作主要包括除舊漆膜。在除銹的程中,由于受施工條件的限制一般采用的方法主要有:1、人工除銹此種方法是利用刮刀、鏟刀、手錘、鋼絲刷等鋼制工興,靠手工敲鏟,以及用砂布、砂紙和砂輪進行手工打磨來去除污物,使構件表面基本達到無油污、無鐵銹、無毛刺。此種方法由于方便易行,所需設備簡單,勞動成本低,且不受施工現場條件尺寸的限制,是鋼結構維護工程中經常采用的除銹方法。它的主要缺點是勞動條件差,工作效率低,除銹 不徹底,質量不易保證。因此,漢采用此法除銹時,管理人員應重點強調質量要求。2、機械除銹為了提高除銹質量和工作效率。改善施工人員的勞動條件,現在的工字鋼鋼結構除銹工作中已經大量采用風動或電動小型設備。利用設備的主要除銹方法有:(1)角向磨光機:這種小型風動設備主要用于清理平面地方,它根據需要可以使用砂紙、砂輪和鋼絲刷。(2)針束除銹機:這種小型風動設備上一般裝有30~40個針束,針束可隨不同的工作曲面加以調節,主要適用于彎曲、狹窄、凹凸不平及夾縫處。(3)單頭冷風槍:這種小型風動設備也叫敲鋅,它是利用敲鏟頭的沖擊力來鐵銹,鏟頭直徑一般在25~40mm,每分鐘可沖擊1000~6000次,適用于比較狹窄的地方。