您的位置>首頁 >大理當地頻道中心 >
造型鋁合金橋梁欄桿生產廠家-找聚晟護欄制造有限公司
更新時間: 2025-06-08 18:01:03 ip歸屬地:大理,天氣:小雨,溫度:16-29 瀏覽次數:1
以下是:云南省大理市造型鋁合金橋梁欄桿生產廠家-找聚晟護欄制造有限公司的產品參數
| 產品參數 |
|---|
| 產品價格 | 216 |
|---|
| 發貨期限 | 1-3 |
|---|
| 供貨總量 | 不限 |
|---|
| 運費說明 | 電聯 |
|---|
| 質量等級 | A |
|---|
| 是否廠家 | 是 |
|---|
| 產品材質 | 齊全 |
|---|
| 產品規格 | 齊全 |
|---|
| 發貨城市 | 全國 |
|---|
| 產品產地 | 山東 |
|---|
| 產品型號 | 齊全 |
|---|
| 可售賣地 | 全國 |
|---|
| 范圍 | 造型鋁合金橋梁欄桿-找聚晟護欄制造有限公司生產基地位于【聊城】,供應范圍覆蓋云南省 昆明市、玉溪市、麗江市、普洱市、曲靖市、保山市、昭通市、臨滄市、文山市、西雙版納市、紅河市、大理市、德宏市、楚雄市、怒江市、迪慶市 祥云縣、賓川縣、彌渡縣、永平縣、洱源縣、劍川縣、鶴慶縣等區域。 |
|---|
以下是:云南省大理市造型鋁合金橋梁欄桿生產廠家-找聚晟護欄制造有限公司的圖文視頻
導讀 您是想要在云南省大理市采購高質量的造型鋁合金橋梁欄桿生產廠家-找聚晟護欄制造有限公司產品嗎?聚晟護欄制造(大理市分公司)是您的不二之選!我們致力于提供品質保證、價格優惠的造型鋁合金橋梁欄桿生產廠家-找聚晟護欄制造有限公司產品,品種齊全,不斷創新,致力于滿足廣大客戶的多種需求,聯系人:王經理,地址:《開發區工業園》。 云南省,大理白族自治州 大理白族自治州,云南省轄民族自治州,地處云南省中部偏西,介于東經98°52′~101°03′,北緯24°41′~26°42′之間,屬于低緯高原季風氣候,干濕季節分明,大部分地區夏無酷暑,冬無嚴寒,總面積29459平方千米。截至2022年末,大理白族自治州常住人口為330.5萬人。截至2023年3月,大理白族自治州轄1個縣級市、11個縣,110個鄉鎮,自治州人民政府駐大理市下關。


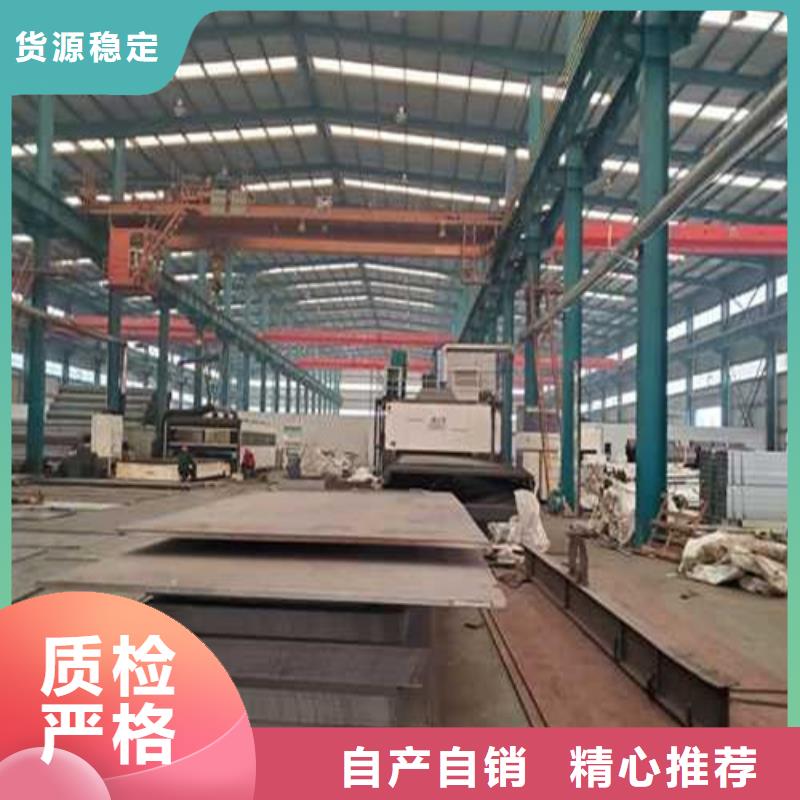
家具,車船制造,城市管網,輸油輸氣,摩托車保險杠,晾衣架,自行車車把等,產品規格φ9.5mm—。φ219mm,壁厚0.5mm—18.0mm,表面光亮度可達320#—600#。結構網架企業秉承“以誠為本,質量興業,有諾必踐,服務”的。
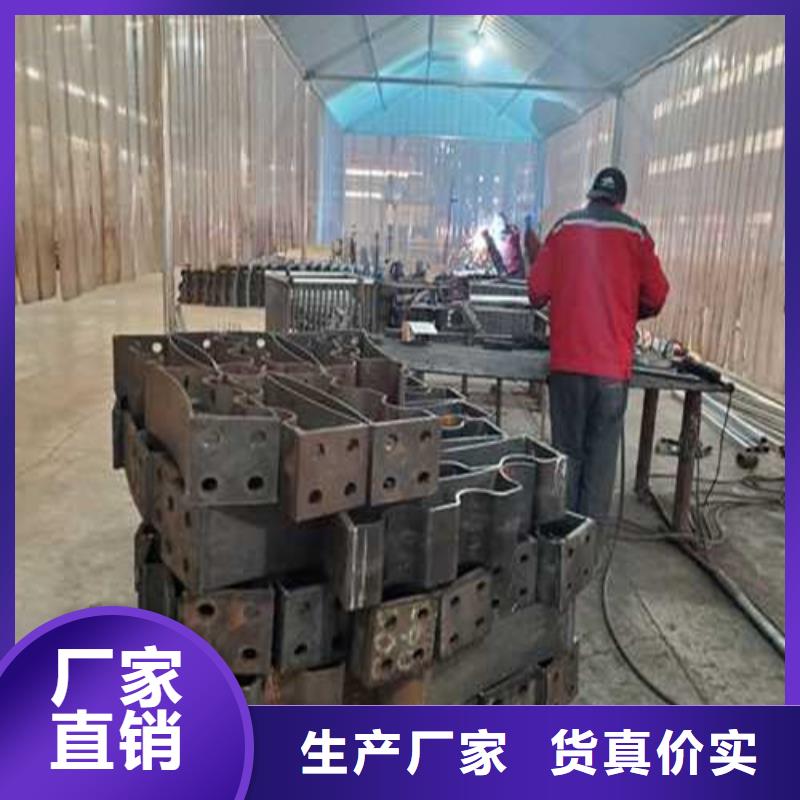
公司另設護欄工程制作安裝部門,具有各類金屬加工設備多套(數控等離子切割機、激光切割機、相貫線、機器人焊接機、折彎機、沖床、冼床等),能較好地處理好產品表面效果。
始終堅持“人無我有,人有我精,人精我新”的發展宗旨。向廣大用戶提供質優價廉的具有廣闊應用前景和。發展方向的優良產品。企業在銳意進取中發展,在激烈競爭中壯大,迅速擴大市場份額。經營理念實力日臻雄厚,是您的佳合。

焊前必須對管子內部、焊縫背面充99.99%的一段時間用氣體氧含量測試儀從坡口間隙深入抽取氣體測量管子內部氧含量,當氧含量低于50ppm時開始為了保證底層焊接質量,采用鎢極靠弧焊進行自下向上對稱焊接,焊接前將封;焊層焊遭打磨平整。
采用氫弧焊焊接,復層不銹鋼純邊為1.5--2.0mm,焊瓷管噴口直徑為10mm,鎢絲直徑為2-3mm,焊接電流為80-100A,流量為8-12/min,焊接電流為正極,焊后進行檢查,不允許有夾渣、裂紋、氣孔、未焊透、未熔合等缺陷存在,或X射線檢查后,方可進行下道主序焊接。
過渡層的焊接過渡層是復合管熔敷合金成分為復雜的焊層,如果焊接參數選用不當,容易造成熔敷合金濃度梯度過大,從而影響接頭的防腐蝕性能接。焊接時采用焊條選用A302,規格為2.5mm,選焊接電流為70-90A,焊接電流為直流正接。
過小的焊接電流易造成層間未熔合及熔敷含金梯度過大,過大的電流易將燒穿。填充和蓋面層來用焊條電弧焊,來用多層多道焊方法,層間溫度保持100℃以下。焊接從底部開始,分左、右由下向上焊接,蓋面焊接要盡量咬邊缺陷,如果產生,用砂輪磨掉進行修補。
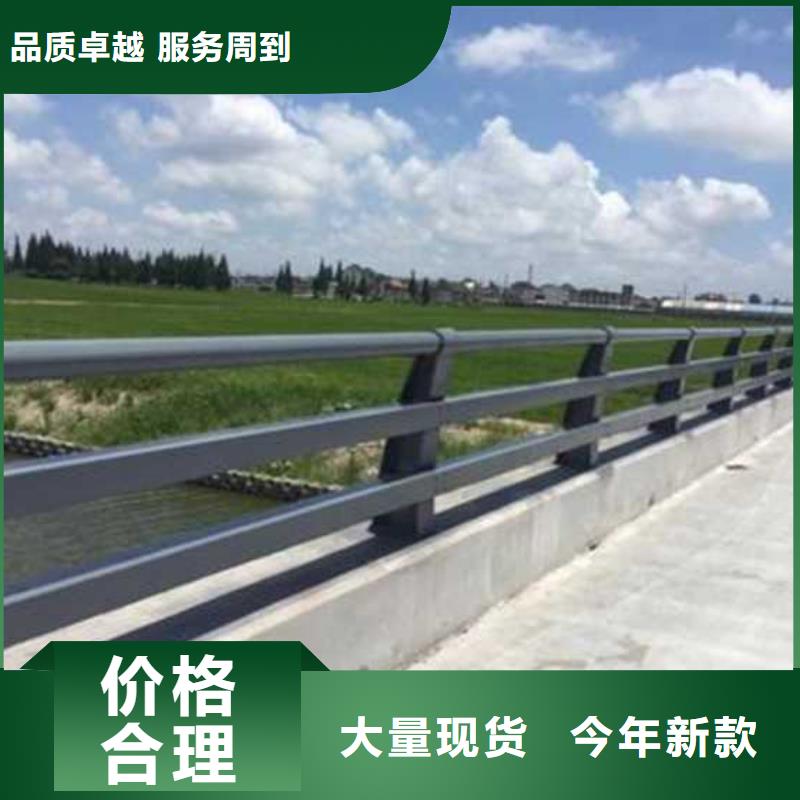
造型鋁合金橋梁欄桿生產廠家-找聚晟護欄制造有限公司

總結 今年在云南省大理市購買造型鋁合金橋梁欄桿生產廠家-找聚晟護欄制造有限公司有了新選擇,聚晟護欄制造(大理市分公司)始終堅守以用戶為中心的服務理念,將品質作為發展的基石。廠家直銷,確保為您提供價格實惠且品質卓越的造型鋁合金橋梁欄桿生產廠家-找聚晟護欄制造有限公司產品。如需購買或咨詢,請隨時聯系我們,聯系人:王經理-【17768165506】,地址:開發區工業園。