

聯(lián)系我們

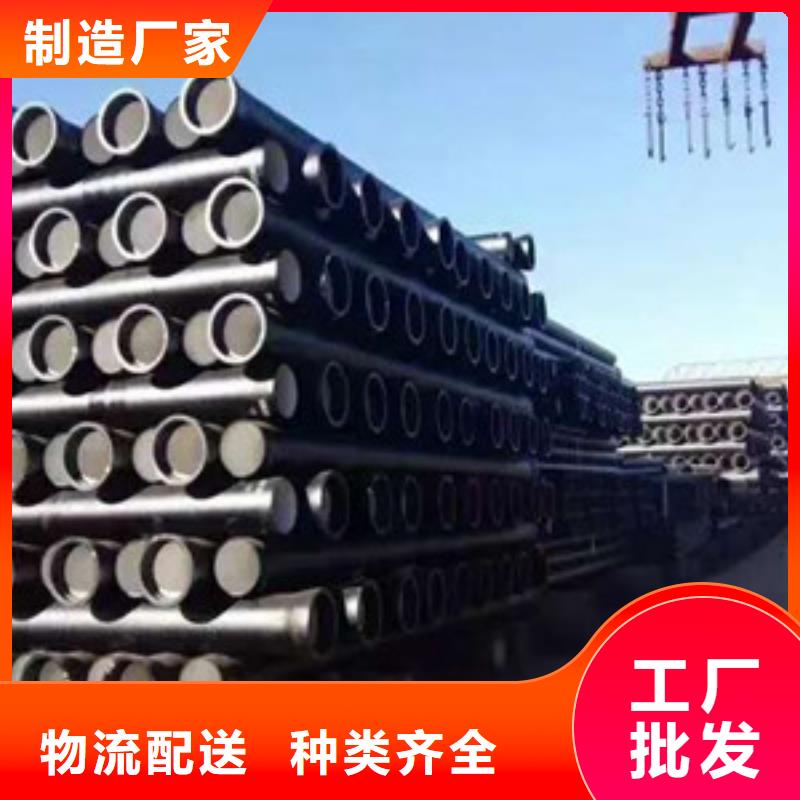
建甌排污DN350球墨鑄鐵管歡迎來電
更新時間:2025-05-30 08:03:26 ip歸屬地:赤峰,天氣:多云,溫度:18-30 瀏覽次數(shù):3 公司名稱:聊城 格瑞管業(yè)(赤峰市分公司)
| 產品參數(shù) | |
|---|---|
| 產品價格 | 3500/噸 |
| 發(fā)貨期限 | 1天內 |
| 供貨總量 | 汽運 |
| 運費說明 | 汽運 |
| 小起訂 | 1 |
| 質量等級 | 一級 |
| 是否廠家 | 是 |
| 產品材質 | 球墨鑄鐵 |
| 產品品牌 | 格瑞 |
| 產品規(guī)格 | 100-1400 |
| 發(fā)貨城市 | 全國 |
| 產品產地 | 聊城 |
| 加工定制 | 是 |
| 產品型號 | DN100 |
| 可售賣地 | 全國 |
| 產品重量 | 0.095 |
| 產品顏色 | 黑色 |
| 質保時間 | 70 |
| 外形尺寸 | 圓形 |
| 適用領域 | 市政工程 |
| 是否進口 | 否 |
| 品牌 | 格瑞 |
| 規(guī)格 | DN100-1400 |
| 加工工藝 | 離心澆鑄 |
| 類型 | 球墨鑄鐵 |
| 用途 | 市政給水消防排污 |
| 可售地 | 全國 |
| 計重方式 | 理計 |







球墨鑄鐵管因此,我們把模樣及澆注系統(tǒng)分開上涂料,烘干后在組裝起來,并進行必要的修補、烘干,供澆注用。模樣的烘干溫度為45℃±5℃。山東聊城格瑞球墨鑄鐵管消失模鑄造涂料用浸涂法施涂,有生產效率高,節(jié)省涂料、涂層均勻等優(yōu)點。但由于泡沫模樣密度小(與涂料密度相差幾十倍),且本身強度又很低,浸涂時浮力大,球墨鑄鐵管因此僅適用于模樣可浸入或半浸入涂料中的中小型管件。大口徑球墨鑄鐵管件泡沫塑料模樣,只能用噴淋、刷涂、淋涂的方法施涂。為此,我們在涂料槽底部加裝一泥漿泵,聯(lián)接上噴淋管,使涂料可源源不斷的從管口流出,球墨鑄鐵管具有噴淋功能。上涂料時,通過翻轉模樣,球墨鑄鐵管將涂料噴淋到各個部位。泥漿泵及其管路,還起著對槽中涂料進行循環(huán)攪拌作用。涂層厚度控制在1.0-1.5mm。由于泡沫模樣在施涂過程中需翻轉,而且要多人合作完成,澆注系統(tǒng)容易碰掉或損壞。
提高球鐵管的入爐溫度在過程中,充分利用上一工序結束時物料的余熱是節(jié)約能源的一個重要途徑。根據理論計算,球鐵管加熱到1000℃,在600℃入爐與25℃入爐相比噸管能耗降低320000kJ,可節(jié)約焦爐煤氣約20m3或者重油8kg。鑄管公司退火爐的退火能力約是現(xiàn)有離心機能力的2倍,為此采取了間歇式集中退火的辦法。在退火爐管子上線時保證連續(xù)退火的前提下規(guī)定熱管先入爐,縮短熱管的傳輸時間,使半數(shù)管子的入爐溫度由環(huán)境溫度提高到600℃左右。從而提高了管子熱送比率和入爐溫度,節(jié)能效果顯著。球墨鑄鐵管道在山區(qū)等爬坡環(huán)境中應用時,需求考慮計劃,以防止柔性接口脫開,水泥支墩是一種常用的方法。水泥支墩的形狀、體積以及放置方位與爬坡的坡度、土壤類型、埋深、管道口徑等很多因素有關。在一些偏轉視點大的當?shù)兀赏ㄟ^灌裝混凝土制造水泥支墩、鎮(zhèn)墩的方式實現(xiàn)和確保拐彎處不受水力壓力影響導致接口漏水或掉落。
球墨鑄鐵管應用鋼絲刷、綿紗布等仔細將承口內腔和插口端外表面的泥沙及其它異物清理干凈。不得含有泥沙、油污及其它異物。管道接口清理干凈后。將隨管配套的膠圈清理干凈并捏成心臟形或“8”字形安承口內。球墨鑄鐵管價格能穩(wěn)住就不錯了,三月輪番,沒有更多的手段了,庫存下降的太慢,遠沒有到庫存,鋼廠復產的越來越多,原材料成本下移,國外疫情不明朗,看四月能不能穩(wěn)住,一般五月的需求會下降些,時間太短,不樂觀。 山東聊城格瑞球墨鑄鐵管的連接只用管管連接就可以了,安裝中需注意以下幾點,在鑄鐵管運至施工現(xiàn)場后,待碎石墊層施工完畢后即可進行管道安裝,施工安裝時采用吊車將鑄鐵管從堆放場地吊至管溝內,吊裝時,鋼絲繩與鑄鐵管接觸處用廢舊橡膠墊隔(見附圖)以保護鑄鐵管和防腐層。吊裝鋼繩應拴牢固,起吊和放下時的速度不宜太快。做到小心輕放,避免摔跌、碰撞管道管道安裝施工前。

我們根據球墨鑄鐵管件的結構特點和多年現(xiàn)場生產經驗,分別設計了幾種澆注系統(tǒng)方案,我們根據管件在砂箱中的具體狀態(tài)來確定澆注形式:一般采用階梯式、中注式或頂注式。橫澆道和內澆道在球墨鑄鐵管件管體內壁或承口(或法蘭)端面;直澆道設在橫澆道的交叉處。塌箱現(xiàn)象與空腔砂型鑄造不盡相同,嚴重的型壁位移會塌箱,澆注過程中負壓中斷,斷流都會形成塌箱。球墨鑄鐵管件在砂箱中可以有不同的放置位置,可采用底注式、側注式、頂注式、階梯式等不同的澆注方式,這些澆注方式各有各的特點。澆注系統(tǒng)的設置要考慮到模樣在砂箱中擺放的形態(tài),原則是便于填砂緊實,形成合適的凝固方式,本著方便金屬液充型和熱解產物順利排出,防止鑄型潰散塌箱及粘砂、變形等缺陷,有利于造型時填充型砂。