


在線咨詢")
3、步進(jìn)滾焊 步進(jìn)滾焊時(shí),滾輪斷續(xù)轉(zhuǎn)動(dòng),電流在工件不動(dòng)時(shí)通過工件。由于金屬的熔化和結(jié)晶均在滾輪不動(dòng)時(shí)進(jìn)行,整個(gè)結(jié)晶過程中都有壓力存在,改善了散熱和壓固條件,從而可以更有效地提高焊接質(zhì)量,延長滾輪壽命,獲得的焊縫比較致密。這種方法多用于鋁、鎂合金的焊接,用于縫焊高溫合金,也能有效地提高焊接質(zhì)量,但這種滾焊需要有使?jié)L盤斷續(xù)旋轉(zhuǎn)的比較復(fù)雜的機(jī)械裝置。
按接頭形式分類;
按接頭形式的不同,滾焊可分為搭接滾焊、壓平滾焊、墊箔帶零件對接滾焊、銅線電極滾焊、輔助夾具滾焊等;
鋼筋籠滾焊機(jī)各步驟具體操作如下:
a)設(shè)備安裝調(diào)試在設(shè)備安裝時(shí),主要考慮鋼筋籠的大小、同排主筋數(shù)量、主筋的間距、箍筋的間距等因素,固定盤和移動(dòng)盤的螺栓數(shù)量和間距由設(shè)計(jì)圖紙中鋼筋籠直徑、主筋數(shù)量和間距來控制,拖動(dòng)系統(tǒng)的行走速度由箍筋間距來決定,鋼筋籠旋轉(zhuǎn)一周,移動(dòng)盤向前行走距離為箍筋繞主筋一周的長度;鋼筋籠繞筋機(jī)
在線咨詢")
在線咨詢")
b)上料 把主筋安放到主筋料架上,每次安放主筋的數(shù)母符合設(shè)計(jì)圖紙中鋼筋籠主筋數(shù)云要求;把口盤箍筋安放到箍筋料架上,并讓箍筋穿過箍筋矯直機(jī)構(gòu);鋼筋籠繞筋機(jī)
c)穿筋、固定 主筋通過分料盤穿過固定盤到移動(dòng)盤,并在移動(dòng)盤對其進(jìn)行固定,主筋的間距符合設(shè)計(jì)圖紙要求,按照設(shè)計(jì)圖紙的要求,把加工好的加強(qiáng)鋼筋箍放到主筋籠內(nèi);
d)起始焊接 將箍筋和主筋交叉焊接固定,箍筋并排連續(xù)繞兩圈,并與主筋焊接牢固;
e)正常焊接 分料盤和固定盤同步旋轉(zhuǎn),使箍筋連續(xù)在主筋上纏繞,并進(jìn)行焊接;同時(shí)移動(dòng)盤按照箍筋間距設(shè)置的參數(shù),在拖動(dòng)系統(tǒng)下緩慢向前移動(dòng),并按照設(shè)計(jì)要求,對加強(qiáng)鋼筋箍進(jìn)行定位焊接;
f)終止焊接 一節(jié)鋼筋籠箍筋焊接完成后.終止焊接作業(yè);
s)切斷箍筋 根據(jù)一節(jié)鋼筋籠箍筋預(yù)留的長度,把箍筋切斷;
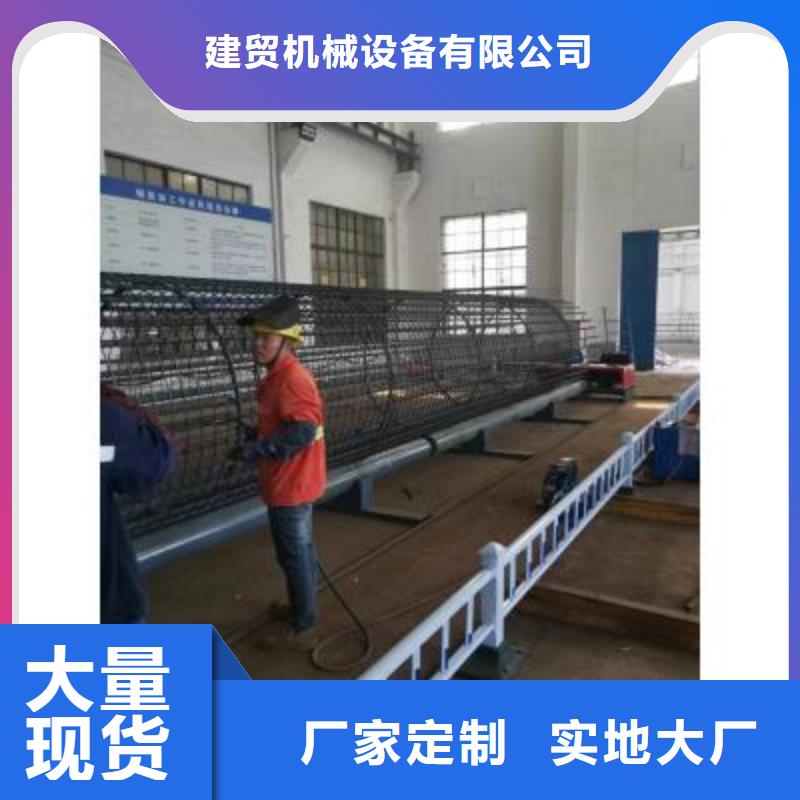
鋼筋籠繞筋機(jī)5.行走焊接及支撐舉升:旋轉(zhuǎn)盤帶動(dòng)主筋旋轉(zhuǎn)向前行走,纏繞筋隨主筋纏繞,邊走時(shí)人工將纏繞筋點(diǎn)焊在主筋上。走到一定距離后, 個(gè)支撐向上抬起,支撐鋼筋籠,防止鋼筋籠因自重而,再不斷向前行走,后面的支撐逐步抬起;
6.焊接完成:當(dāng)移動(dòng)旋轉(zhuǎn)盤帶動(dòng)半成品鋼筋籠運(yùn)動(dòng)快脫離固定盤時(shí),終止焊接,切斷纏繞筋,鋼筋籠在移動(dòng)旋轉(zhuǎn)盤的帶動(dòng)下繼續(xù)向前移動(dòng),脫離固定旋轉(zhuǎn)盤。端部離開固定旋車盤的工作平臺(tái)后停止,然后松開移動(dòng)旋轉(zhuǎn)盤上固定主筋的螺栓,移動(dòng)旋轉(zhuǎn)盤繼續(xù)前移,鋼筋籠脫開移動(dòng)旋轉(zhuǎn)盤;
7.卸籠:鋼筋籠和移動(dòng)旋轉(zhuǎn)盤分離后,支撐一齊平穩(wěn)下降,然后將鋼筋籠吊出(或者從支撐中滾出來);
8.移動(dòng)盤回位:鋼筋籠吊走后,移動(dòng)盤復(fù)位,進(jìn)入下一個(gè)循環(huán)的生產(chǎn)。
在線咨詢")