



建貿(mào)機(jī)械設(shè)備有限公司
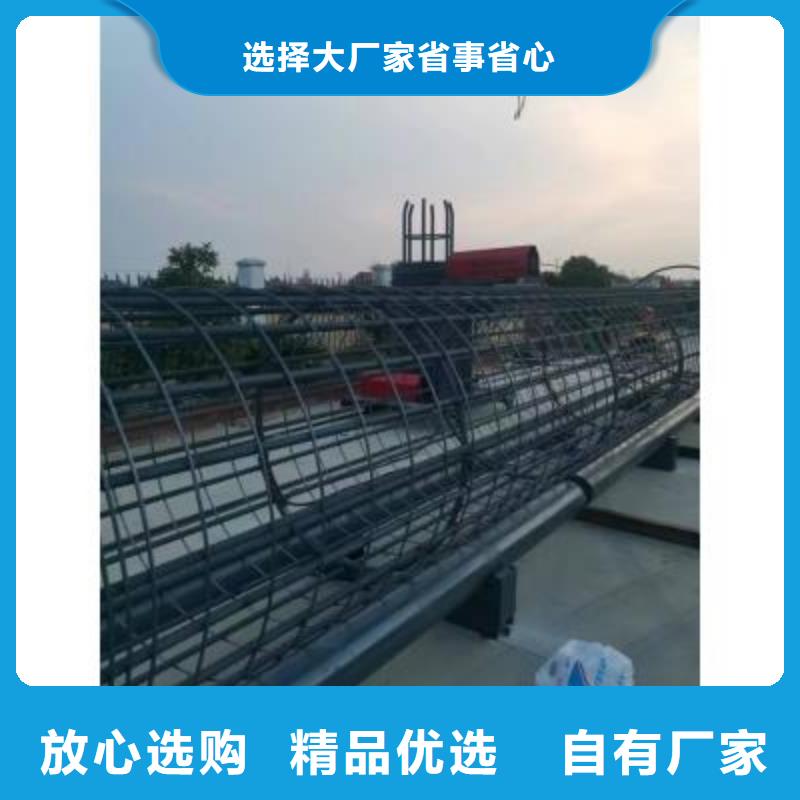
鋼筋籠繞筋機(jī)運(yùn)行中工作原理 根據(jù)施工要求,鋼筋籠的主筋通過人工穿過固定旋轉(zhuǎn)盤相應(yīng)模板圓孔至移動(dòng)旋轉(zhuǎn)盤的相應(yīng)孔中進(jìn)行固定,把盤筋(繞筋)端頭先焊接在一根主筋上,然后通過固定旋轉(zhuǎn)盤及移動(dòng)旋轉(zhuǎn)盤轉(zhuǎn)動(dòng)把繞筋纏。 B. 人員 5-7人/班,工期緊時(shí),可分兩班。C. 耗材 CO2氣體、焊絲、焊條等就近定點(diǎn)采購。D. 機(jī)具 除主設(shè)備滾焊機(jī)外, 還需準(zhǔn)備切斷機(jī)1臺(tái)、對(duì)焊機(jī)2臺(tái)以上、連接設(shè)備1臺(tái)以上。 籠同心度。 筋籠變形;是10mm以上繞筋較密時(shí),人工更難保證質(zhì)量。
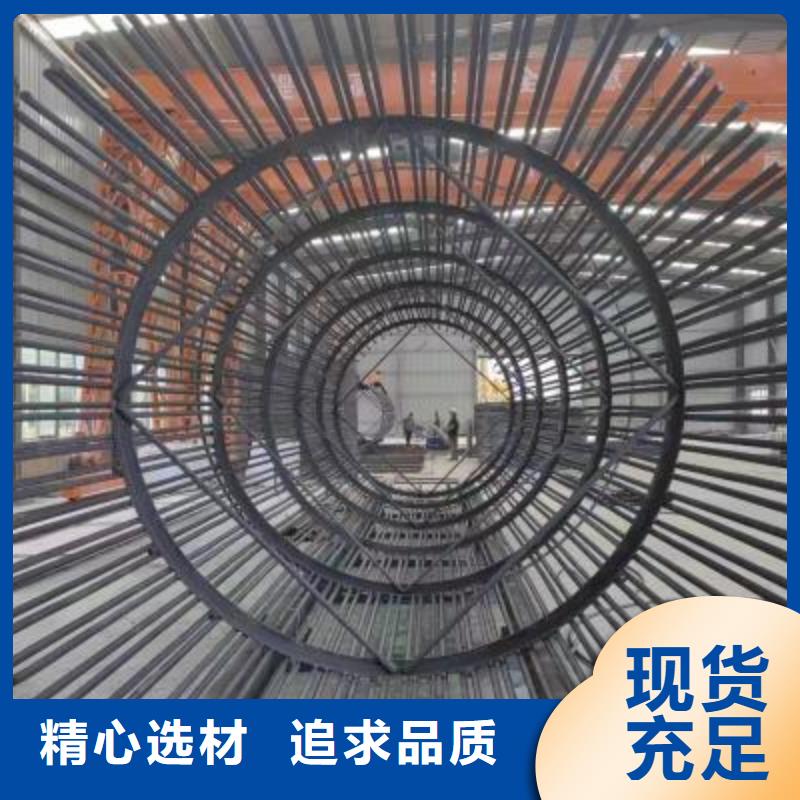
4. 鋼筋籠滾焊機(jī)由于主筋在其圓周上分布均勻,多個(gè)鋼筋籠搭接時(shí)很方便,節(jié)省了 吊裝時(shí)間。5. 鋼筋籠滾焊機(jī)機(jī)械化加工鋼筋籠在控制方面了保障,現(xiàn)已被公路建設(shè)行業(yè)協(xié)會(huì)作為<公路工程工法>進(jìn)行推廣,業(yè)主的普遍認(rèn)可和喜歡
比高的鋼筋籠繞筋機(jī)控制器怎么調(diào)節(jié)廠家") 長沙性價(jià)比高的鋼筋籠繞筋機(jī)控制器怎么調(diào)節(jié)廠家
長沙性價(jià)比高的鋼筋籠繞筋機(jī)控制器怎么調(diào)節(jié)廠家
產(chǎn)品優(yōu)勢;1;該設(shè)備由PLC工控控制,內(nèi)置程序,操作簡單。2;繞筋間距無極可調(diào),調(diào)直速度、行走速度、旋轉(zhuǎn)速度 均由頻器控制,速度可根據(jù)長沙鋼筋籠的規(guī)格、工人的熟練程度任意調(diào)節(jié)。3;建貿(mào)牌長沙鋼筋籠繞筋機(jī)具有參數(shù)自動(dòng)存儲(chǔ)功能,可存儲(chǔ)數(shù)百種規(guī)格的鋼筋籠參數(shù)。4;設(shè)備具有遠(yuǎn)距離功能,專門定制工業(yè),配備信號(hào)增強(qiáng)天線,控制靈活方便。5;滾筒采用無縫鋼管壁厚耐磨,大大增加了設(shè)備的使用壽命。6;調(diào)直機(jī)構(gòu)角度可調(diào)節(jié),適用范圍廣。7;放線架由實(shí)心圓鋼,和厚度10mm的鋼板加工而成,結(jié)構(gòu)扎實(shí),可放整捆鋼筋。數(shù)控鋼筋籠滾焊機(jī)節(jié)約成本浙一技能,在業(yè)界內(nèi)是得到了一致公認(rèn)的,因?yàn)樗鼜拈_始運(yùn)行到完成作業(yè)都是一氣呵成的,不像之前人工制作時(shí),還需進(jìn)行一部分搭接才能完成,從而浪費(fèi)了大量的原料,但是,想要保障數(shù)控長沙鋼筋籠滾焊機(jī)這一優(yōu)勢的發(fā)揮,還需要我們做好日常的維護(hù)檢查工作,只有正常的運(yùn)行才會(huì)減免“意外”的發(fā)生。
比高的鋼筋籠繞筋機(jī)控制器怎么調(diào)節(jié)廠家")
2、壓平滾焊時(shí)的搭接量比一般滾焊時(shí)要小得多,約為板厚的1~1.5倍,焊接的同時(shí)壓平接頭,焊后的接頭厚度為板厚的1.2~1.5倍。通常采用圓柱形面得滾輪,其寬度應(yīng)全部覆蓋接頭的搭接部分,焊接時(shí)要使用較大的焊接壓力和連續(xù)的電流。
3、為了節(jié)省金屬,減輕重量,減小焊接結(jié)構(gòu)的變形,并疲勞強(qiáng)度,半自動(dòng)鋼筋籠滾焊機(jī)可采用以箔帶做墊片的對(duì)接滾焊。采用的箔帶可以是不銹鋼或鈦合金箔帶,也可以是同類金屬。
4、銅線電極滾焊是解決鍍層鋼板滾焊時(shí)鍍層粘著滾輪的有效。焊接時(shí),將圓銅線不斷地送到滾輪與板件之間,銅線呈原狀連續(xù)輸送,經(jīng)過滾輪后又連續(xù)繞出且不會(huì)污染滾輪。
5、半自動(dòng)鋼筋籠滾焊機(jī)焊接波紋管和膜盒時(shí),因零件薄,剛度小,焊接處窄,多采用輔助夾具滾焊。通常情況下,夾具采用銅合金制造,以保證良好的導(dǎo)電性及散熱能力。鋼筋籠繞筋機(jī)
比高的鋼筋籠繞筋機(jī)控制器怎么調(diào)節(jié)廠家")
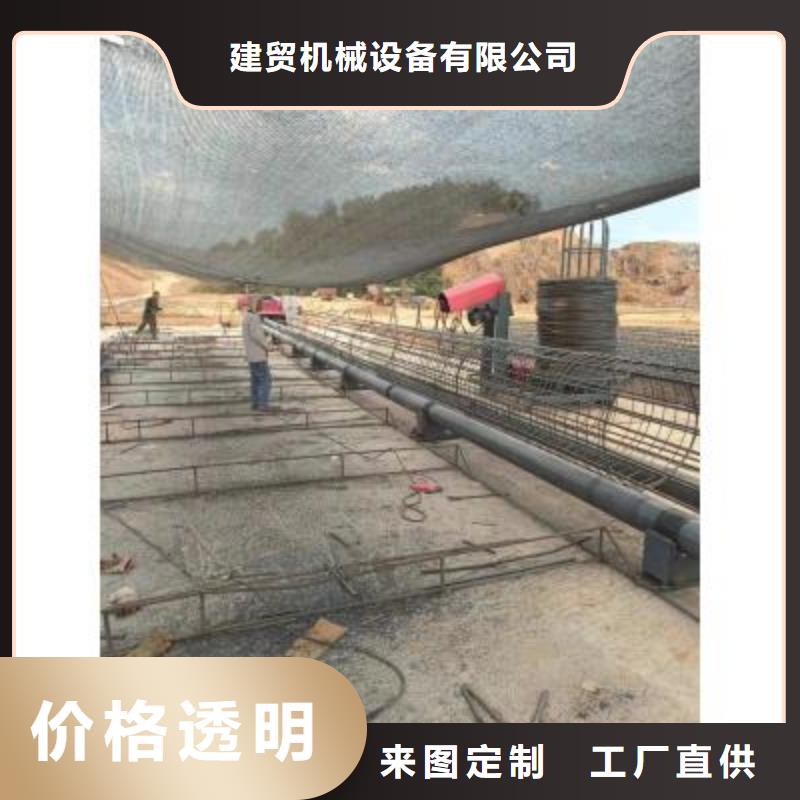
b)上料 把主筋安放到主筋料架上,每次安放主筋的數(shù)母符合設(shè)計(jì)圖紙中鋼筋籠主筋數(shù)云要求;把口盤箍筋安放到箍筋料架上,并讓箍筋穿過箍筋矯直機(jī)構(gòu);鋼筋籠繞筋機(jī)
c)穿筋、固定 主筋通過分料盤穿過固定盤到移動(dòng)盤,并在移動(dòng)盤對(duì)其進(jìn)行固定,主筋的間距符合設(shè)計(jì)圖紙要求,按照設(shè)計(jì)圖紙的要求,把加工好的加強(qiáng)鋼筋箍放到主筋籠內(nèi);
d)起始焊接 將箍筋和主筋交叉焊接固定,箍筋并排連續(xù)繞兩圈,并與主筋焊接牢固;
e)正常焊接 分料盤和固定盤同步旋轉(zhuǎn),使箍筋連續(xù)在主筋上纏繞,并進(jìn)行焊接;同時(shí)移動(dòng)盤按照箍筋間距設(shè)置的參數(shù),在拖動(dòng)系統(tǒng)下緩慢向前移動(dòng),并按照設(shè)計(jì)要求,對(duì)加強(qiáng)鋼筋箍進(jìn)行定位焊接;
f)終止焊接 一節(jié)鋼筋籠箍筋焊接完成后.終止焊接作業(yè);
s)切斷箍筋 根據(jù)一節(jié)鋼筋籠箍筋預(yù)留的長度,把箍筋切斷;
