



準備好領略不銹鋼無縫管不銹鋼板304工廠采購產品的風采了嗎?我們的視頻將帶您領略產品的每一個細節,從外觀到內在,從功能到性能,讓您了解它的獨特之處。
以下是:不銹鋼無縫管不銹鋼板304工廠采購的圖文介紹



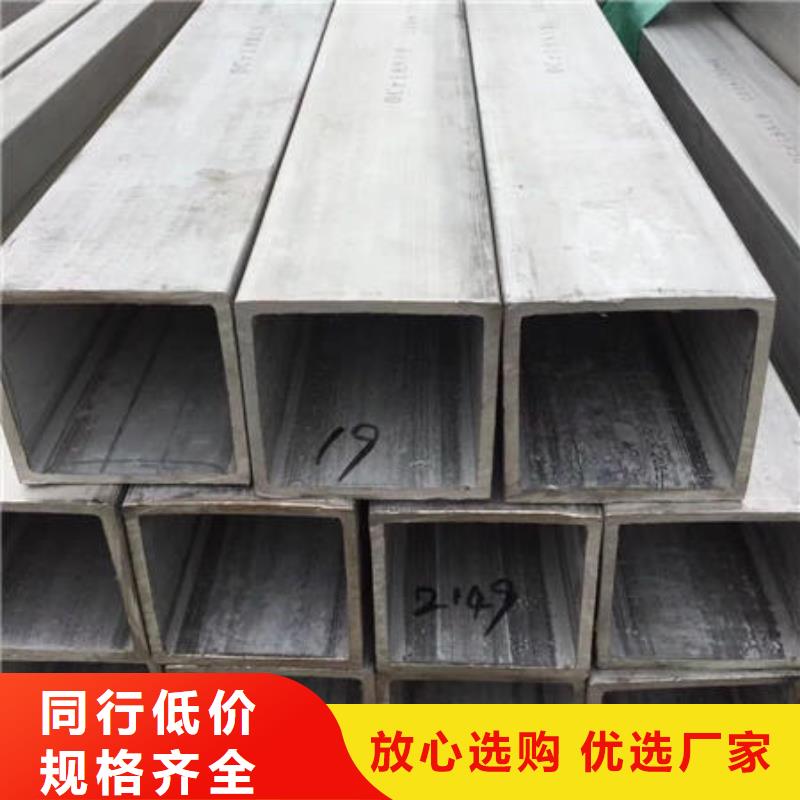
結構用無縫管(GB/T8162-2008)是用于一般結構和機械結構的無縫管;流體輸送用無縫管(GB/T8163-2008)是用于輸送水、油、氣等流體的一般無縫管;低中壓鍋爐用無縫管(GB3087-2008)是用于制造各種結構低中壓鍋爐過熱蒸汽管、沸水管及機車鍋爐用過熱蒸汽管、大煙管、小煙管和拱磚管用的優質碳素結構鋼熱軋和冷拔(軋)無縫管;高壓鍋爐用無縫管(GB5310-2008)是用于制造高壓及其以上壓力的水管鍋爐受熱面用的優質碳素鋼、合金鋼和不銹耐熱鋼無縫管;化肥設備用高壓無縫管(GB6479-2000)是適用于工作溫度為-40~400℃、工作壓力為10~30Ma的化工設備和管道的優質碳素結構鋼和合金鋼無縫管;石油裂化用無縫管(GB9948-2006)是適用于石油精煉廠的爐管、熱交換器和管道無縫管;地質鉆探用鋼管(YB235-70)是供地質部門進行巖心鉆探使用的鋼管,按用途可分為鉆桿、鉆鋌、巖心管、套管和沉淀管等;金剛石巖芯鉆探用無縫管(GB3423-82)是用于金剛石巖芯鉆探的鉆桿、巖心桿、套管的無縫管;石油鉆探管(YB528-65)是用于石油鉆探兩端內加厚或外加厚的無縫管。



萬宇金屬材料(成都市分公司)坐落于錫山區開發區,是一個集科研、制造、銷售于一體的現代型企業。公司擁有一支經驗豐富的高素質研發隊伍,公司本著“勤奮務實、自主創新”的企業精神,全心致力于 不銹鋼卷的研發與制造。公司現有產品: 不銹鋼卷。面對未來,我們有充足的信心開拓更廣闊的發展空間,在充滿挑戰的市場競爭形勢下,我們堅持自主創新,不斷優化企業內部管理,為國內外客戶提供輸送方案和產品。



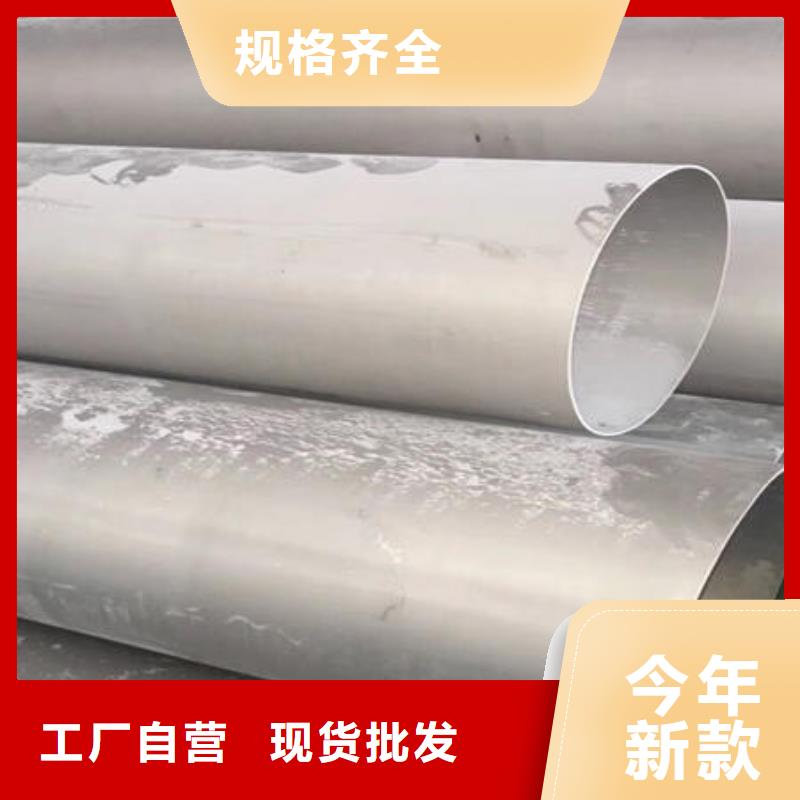
熱軋(擠壓無縫鋼管):圓管坯→加熱→穿孔→三輥斜軋、連軋或擠壓→脫管→定徑(或減徑)→冷卻→矯直→水壓試驗(或探傷)→標記→入庫。軋制無縫管的原料是圓管坯,圓管胚要經過切割機的切割加工成長度約為1米的坯料,并經傳送帶送到熔爐內加熱。鋼坯被送入熔爐內加熱,溫度大約為1200攝氏度。燃料為氫氣或乙炔。爐內溫度控制是關鍵性的問題.圓管坯出爐后要經過壓力穿孔機進行穿空。一般較常見的穿孔機是錐形輥穿孔機,這種穿孔機生產效率高,產品質量好,穿孔擴徑量大,可穿多種鋼種。穿孔后,圓管坯就先后被三輥斜軋、連軋或擠壓。擠壓后要脫管定徑。定徑機通過錐形鉆頭高速旋轉入鋼胚打孔,形成鋼管。鋼管內徑由定徑機鉆頭的外徑長度來確定。鋼管經定徑后,進入冷卻塔中,通過噴水冷卻,鋼管經冷卻后,就要被矯直。



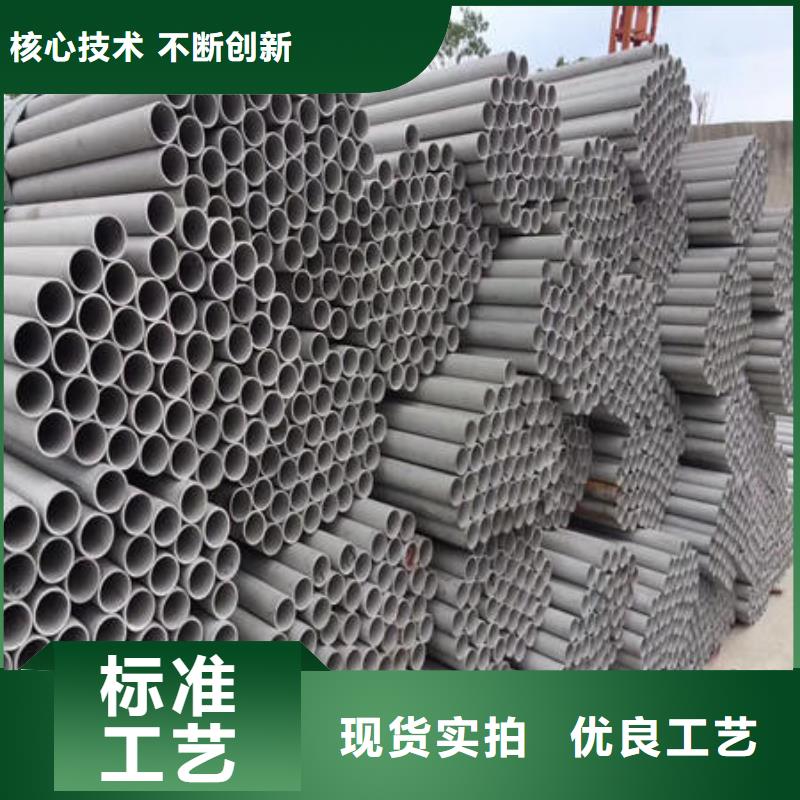
生產工藝①熱軋無縫鋼管主要生產工序(△主要檢驗工序):管坯準備及檢查、管坯加熱、穿孔、軋管、鋼管再加熱、定(減)徑、熱處理、成品管矯直、精整、檢驗、(無損、理化、臺檢)、入庫②冷軋(拔)無縫鋼管主要生產工序:坯料準備、酸洗潤滑、冷軋(拔)、熱處理、矯直、精整、檢驗一般的無縫鋼管的生產工藝可以分為冷拔與熱軋兩種,冷軋無縫鋼管的生產流程一般要比熱軋要復雜,管坯首先要進行三輥連軋,擠壓后要進行定徑測試,如果表面沒有響應裂紋后圓管要經過割機進行切割,切割成長度約一米的坯料。然后進入退火流程,退火要用酸性液體進行酸洗,酸洗時要注意表面是否有大量的起泡產生,如果有大量的起泡產生說明鋼管的質量達不到相應的標準。外觀上冷軋無縫鋼管要短于熱軋無縫鋼管,冷軋無縫鋼管的壁厚一般比熱軋無縫鋼管要小,但是表面看起來比厚壁無縫鋼管更加明亮,表面沒有太多的粗糙,口徑也沒有太多的毛刺。
